4-2015
Fachzeitschrift für Medizintechnik-Produktion, Entwicklung, Distribution und Qualitätsmanagement
Fachzeitschrift für Medizintechnik-Produktion, Entwicklung, Distribution und Qualitätsmanagement

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
dies mit einer Kontur Genauigkeit<br />
von ±1 µm möglich.<br />
Die Faserlaser arbeiten meist<br />
im infraroten Spektralbereich IR<br />
von typischerweise 1070 nm und<br />
mit Leistungen von 50 bis 100 W.<br />
Als FEMTO Laser bietet swisstec<br />
neu Laser mit 5 – 20 W Leistung<br />
und im Wellenlängenbereich von<br />
Infrarotbereich IR sowie auch VS<br />
und UV an. Die Pulsrate liegt im<br />
Bereich von 400 fs, die Repetitionsrate<br />
ist von 1 bis 500 kHz frei<br />
programmierbar und die max. Puls<br />
Energy beträgt max. 100 yJ. Je<br />
nach Material, Dimensionen und<br />
Design werden dabei Schnitt -<br />
breiten von 10 bis 50 µm und<br />
darunter erzielt.<br />
In der Systemlösung ›Multi<br />
Flexi Tube‹ (MFT), die für das<br />
Schneiden von Rohren für beispielsweise<br />
Nadeln, Kanülen und<br />
Stents konzipiert ist, wird das<br />
Rohr mit einer mit Linear Motoren<br />
betriebenen X-Achse hori - zontal<br />
bewegt (Bild 3). Gleichzeitig<br />
dreht die hochdynamische<br />
A-Achse (Rundachse mit 1500<br />
bzw. 6000 u/min.) das in hochpräzisen<br />
Führungen gelagerte Rohr.<br />
Bei Anwendungen für Stents bleibt<br />
also der Laserkopf auf seiner Position<br />
= Zentrum Schnitt (Bild 8). Nur<br />
für Anwendungen, bei denen ein<br />
Offset-Schnitt (Schnitt zeigt nicht<br />
zum Zentrum - Bild 9) gewünscht<br />
ist, werden zwei zusätzliche, voll<br />
NC-gesteuerte Achsen angeboten,<br />
die den Laserkopf auch horizontal<br />
und / oder vertikal bewegen. Mit<br />
dieser Maschinenauslegung lässt<br />
sich die vertikale Achse mit dem<br />
Laserspot hochdynamisch zum<br />
Rohrradius nachführen und somit<br />
zu jedem Zeitpunkt ein optimaler<br />
Schnitt zur Materialdicke erzielen.<br />
Ein besonderes Highlight der<br />
MFT-Baureihe von swisstec ist<br />
die leicht zu bedienende Funktion<br />
des Nassschneidens / WET cutting,<br />
bei dem das Rohr mit Wasser<br />
gespült wird. Der Vorteil hierbei<br />
ist nicht nur der Kühleffekt, sondern<br />
auch der Schutz der gegenüberliegenden<br />
Wand (Beschädigung<br />
durch den Laserstrahl).<br />
Meist wird fürs Laserschneiden<br />
ein an das Material angepasstes<br />
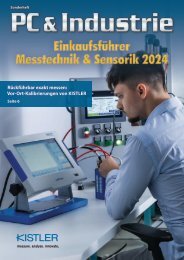
Bild 4: Komponente für ein<br />
Endoskop: Rohrförmige<br />
Bauteile auch größeren<br />
Durchmessers können auf<br />
einer MFT hergestellt werden.<br />
Die max. Schneidlänge in<br />
einer Aufspannung kann bis<br />
1000 mm betragen.<br />
Bild 5: Polymer-Stent im<br />
swisstec Design: Zukünftig<br />
werden viele Stents<br />
aus bioresorbierbaren<br />
Materialien bestehen.<br />
Dieses Exemplar wurde<br />
mit einem Pico Laser im<br />
UV-Wellenlängenbereich<br />
geschnitten<br />
Prozessgas wie Argon, Stickstoff<br />
oder Sauerstoff verwendet. So<br />
sind Schnittgeschwindigkeiten<br />
von über 3000 mm/min und dies<br />
bei einer Konturgenauigkeit von<br />
± 1 µm möglich.<br />
Entwicklung von<br />
Prototypen und<br />
Massenproduktion<br />
Sobald das Design eines Stents<br />
festgelegt ist, kann dieses von der<br />
2D/3D-Zeichnung einfach mittels<br />
CAM-Programm in einen NC-<br />
Code (ISO / DIN 66025 mit Unterprogramm<br />
Technologie) umgewandelt<br />
werden. Dieser steuert den<br />
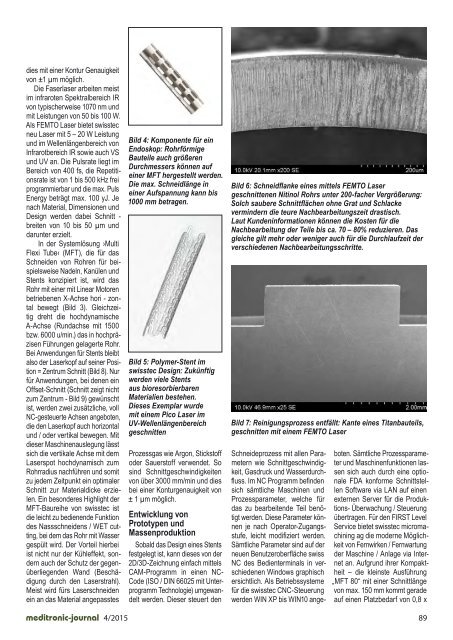
Bild 6: Schneidflanke eines mittels FEMTO Laser<br />
geschnittenen Nitinol Rohrs unter 200-facher Vergrößerung:<br />
Solch saubere Schnittflächen ohne Grat und Schlacke<br />
vermindern die teure Nachbearbeitungszeit drastisch.<br />
Laut Kundeninformationen können die Kosten für die<br />
Nachbearbeitung der Teile bis ca. 70 – 80% reduzieren. Das<br />
gleiche gilt mehr oder weniger auch für die Durchlaufzeit der<br />
verschiedenen Nachbearbeitungsschritte.<br />
Bild 7: Reinigungsprozess entfällt: Kante eines Titanbauteils,<br />
geschnitten mit einem FEMTO Laser<br />
Schneideprozess mit allen Parametern<br />
wie Schnittgeschwindigkeit,<br />
Gasdruck und Wasserdurchfluss.<br />
Im NC Programm befinden<br />
sich sämtliche Maschinen und<br />
Prozessparameter, welche für<br />
das zu bearbeitende Teil benötigt<br />
werden. Diese Parameter können<br />
je nach Operator-Zugangsstufe,<br />
leicht modifiziert werden.<br />
Sämtliche Parameter sind auf der<br />
neuen Benutzeroberfläche swiss<br />
NC des Bedienterminals in verschiedenen<br />
Windows graphisch<br />
ersichtlich. Als Betriebssysteme<br />
für die swisstec CNC-Steuerung<br />
werden WIN XP bis WIN10 angeboten.<br />
Sämtliche Prozessparameter<br />
und Maschinenfunktionen lassen<br />
sich auch durch eine optionale<br />
FDA konforme Schnittstellen<br />
Software via LAN auf einen<br />
externen Server für die Produktions-<br />
Überwachung / Steuerung<br />
übertragen. Für den FIRST Level<br />
Service bietet swisstec micromachining<br />
ag die moderne Möglichkeit<br />
von Fernwirken / Fernwartung<br />
der Maschine / Anlage via Internet<br />
an. Aufgrund ihrer Kompaktheit<br />
– die kleinste Ausführung<br />
„MFT 80“ mit einer Schnittlänge<br />
von max. 150 mm kommt gerade<br />
auf einen Platzbedarf von 0,8 x<br />
meditronic-journal 4/<strong>2015</strong><br />
89