Entwicklung einer Nanotechnologie-Plattform für die ... - JuSER
Entwicklung einer Nanotechnologie-Plattform für die ... - JuSER
Entwicklung einer Nanotechnologie-Plattform für die ... - JuSER

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
4 DIE HERSTELLUNGSTECHNOLOGIEN<br />
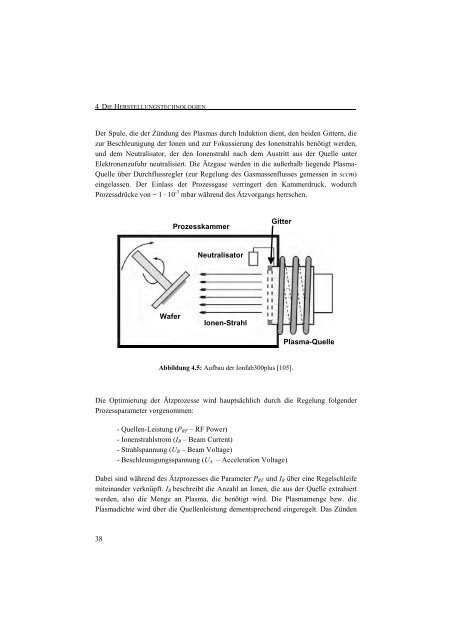
Der Spule, <strong>die</strong> der Zündung des Plasmas durch Induktion <strong>die</strong>nt, den beiden Gittern, <strong>die</strong><br />
zur Beschleunigung der Ionen und zur Fokussierung des Ionenstrahls benötigt werden,<br />
und dem Neutralisator, der den Ionenstrahl nach dem Austritt aus der Quelle unter<br />
Elektronenzufuhr neutralisiert. Die Ätzgase werden in <strong>die</strong> außerhalb liegende Plasma-<br />
Quelle über Durchflussregler (zur Regelung des Gasmassenflusses gemessen in sccm)<br />
eingelassen. Der Einlass der Prozessgase verringert den Kammerdruck, wodurch<br />
Prozessdrücke von ~ 1 · 10 -3 mbar während des Ätzvorgangs herrschen.<br />
Prozesskammer<br />
Gitter<br />
Neutralisator<br />
Wafer<br />
Ionen-Strahl<br />
Plasma-Quelle<br />
Abbildung 4.5: Aufbau der Ionfab300plus [105].<br />
Die Optimierung der Ätzprozesse wird hauptsächlich durch <strong>die</strong> Regelung folgender<br />
Prozessparameter vorgenommen:<br />
- Quellen-Leistung (P RF – RF Power)<br />
- Ionenstrahlstrom (I B – Beam Current)<br />
- Strahlspannung (U B – Beam Voltage)<br />
- Beschleunigungsspannung (U A – Acceleration Voltage)<br />
Dabei sind während des Ätzprozesses <strong>die</strong> Parameter P RF und I B über eine Regelschleife<br />
miteinander verknüpft. I B beschreibt <strong>die</strong> Anzahl an Ionen, <strong>die</strong> aus der Quelle extrahiert<br />
werden, also <strong>die</strong> Menge an Plasma, <strong>die</strong> benötigt wird. Die Plasmamenge bzw. <strong>die</strong><br />
Plasmadichte wird über <strong>die</strong> Quellenleistung dementsprechend eingeregelt. Das Zünden<br />
38