Entwicklung einer Nanotechnologie-Plattform für die ... - JuSER
Entwicklung einer Nanotechnologie-Plattform für die ... - JuSER
Entwicklung einer Nanotechnologie-Plattform für die ... - JuSER

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
5 HERSTELLUNG VON CROSSBAR-STRUKTUREN<br />
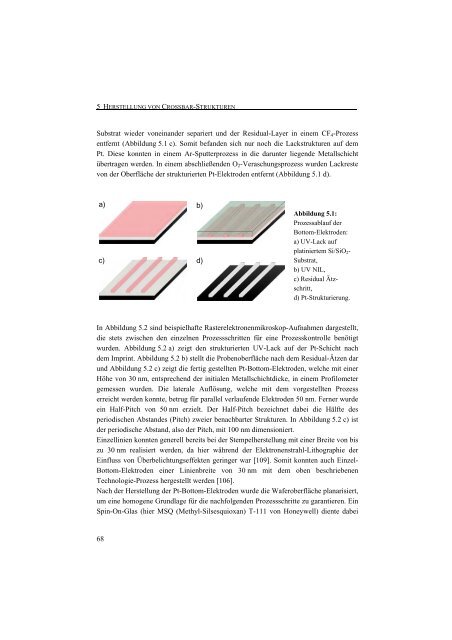
Substrat wieder voneinander separiert und der Residual-Layer in einem CF 4 -Prozess<br />
entfernt (Abbildung 5.1 c). Somit befanden sich nur noch <strong>die</strong> Lackstrukturen auf dem<br />
Pt. Diese konnten in einem Ar-Sputterprozess in <strong>die</strong> darunter liegende Metallschicht<br />
übertragen werden. In einem abschließenden O 2 -Veraschungsprozess wurden Lackreste<br />
von der Oberfläche der strukturierten Pt-Elektroden entfernt (Abbildung 5.1 d).<br />
a) b)<br />
c) d)<br />
Abbildung 5.1:<br />
Prozessablauf der<br />
Bottom-Elektroden:<br />
a) UV-Lack auf<br />
platiniertem Si/SiO 2 -<br />
Substrat,<br />
b) UV NIL,<br />
c) Residual Ätzschritt,<br />
d) Pt-Strukturierung.<br />
In Abbildung 5.2 sind beispielhafte Rasterelektronenmikroskop-Aufnahmen dargestellt,<br />
<strong>die</strong> stets zwischen den einzelnen Prozessschritten <strong>für</strong> eine Prozesskontrolle benötigt<br />
wurden. Abbildung 5.2 a) zeigt den strukturierten UV-Lack auf der Pt-Schicht nach<br />
dem Imprint. Abbildung 5.2 b) stellt <strong>die</strong> Probenoberfläche nach dem Residual-Ätzen dar<br />
und Abbildung 5.2 c) zeigt <strong>die</strong> fertig gestellten Pt-Bottom-Elektroden, welche mit <strong>einer</strong><br />
Höhe von 30 nm, entsprechend der initialen Metallschichtdicke, in einem Profilometer<br />
gemessen wurden. Die laterale Auflösung, welche mit dem vorgestellten Prozess<br />
erreicht werden konnte, betrug <strong>für</strong> parallel verlaufende Elektroden 50 nm. Ferner wurde<br />
ein Half-Pitch von 50 nm erzielt. Der Half-Pitch bezeichnet dabei <strong>die</strong> Hälfte des<br />
periodischen Abstandes (Pitch) zweier benachbarter Strukturen. In Abbildung 5.2 c) ist<br />
der periodische Abstand, also der Pitch, mit 100 nm dimensioniert.<br />
Einzellinien konnten generell bereits bei der Stempelherstellung mit <strong>einer</strong> Breite von bis<br />
zu 30 nm realisiert werden, da hier während der Elektronenstrahl-Lithographie der<br />
Einfluss von Überbelichtungseffekten geringer war [109]. Somit konnten auch Einzel-<br />
Bottom-Elektroden <strong>einer</strong> Linienbreite von 30 nm mit dem oben beschriebenen<br />
Technologie-Prozess hergestellt werden [106].<br />
Nach der Herstellung der Pt-Bottom-Elektroden wurde <strong>die</strong> Waferoberfläche planarisiert,<br />
um eine homogene Grundlage <strong>für</strong> <strong>die</strong> nachfolgenden Prozessschritte zu garantieren. Ein<br />
Spin-On-Glas (hier MSQ (Methyl-Silsesquioxan) T-111 von Honeywell) <strong>die</strong>nte dabei<br />
68