ELEMENTI STROJEVA

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
• odstupanje simetričnosti<br />
• odstupanja rotacijskih površina:<br />
• radijalno bacanje (radijalna ispupčenost) pri rotaciji<br />
• aksijalno kružno gibanje (aksijalna ispupčenost) pri rotaciji<br />
Obzirom na zahtijevanu točnost izrade strojnih dijelova, odstupanja oblika i položaja je potrebno<br />
omeđiti i propisivanjem potrebnih tolerancija. Ako na radioničkom nacrtu nije posebno propisana<br />
tolerancija oblika i položaja, moraju se dati potrebna odstupanja u sklopu tolerancija dužinskih<br />
mjera. U slučajevima kada funkcionalnost zahtijeva veću točnost oblika i položaja strojnih<br />
dijelova, potrebno je tolerancije oblika i položaja posebno propisati.<br />
1.5.3 Tolerancije hrapavosti tehničkih površina<br />
Hrapavost površine je u općem smislu mikrogeometrijska nepravilnost površine, koja nastaje<br />
tijekom postupaka obrade ili drugih utjecaja. Hrapavost površine u određenim slučajevima bitno<br />
utječe na radna svojstva strojnih dijelova, posebno na mjestima međusobnog spoja pojedinih<br />
elemenata (trenje, zračnost, podmazivanje...). Općenito, strojni dijelovi s manjom hrapavošću<br />
imaju veću dinamičku čvrstoću, veću otpornost na koroziju, veću sposobnost nalijeganja, bolje<br />
prenose toplinu itd. Kako je postizanje niskog stupnja hrapavosti uvijek povezano s duljim i<br />
skupljim postupcima obrade, ono ima za posljedicu povećanje cijene strojnog dijela.<br />
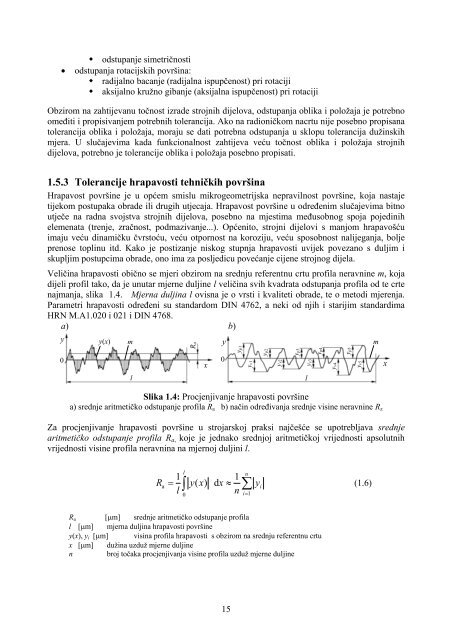
Veličina hrapavosti obično se mjeri obzirom na srednju referentnu crtu profila neravnine m, koja<br />
dijeli profil tako, da je unutar mjerne duljine l veličina svih kvadrata odstupanja profila od te crte<br />
najmanja, slika 1.4. Mjerna duljina l ovisna je o vrsti i kvaliteti obrade, te o metodi mjerenja.<br />
Parametri hrapavosti određeni su standardom DIN 4762, a neki od njih i starijim standardima<br />
HRN M.A1.020 i 021 i DIN 4768.<br />
a) b)<br />
y<br />
0<br />
y(x)<br />
m y<br />
l<br />
Ra<br />
x<br />
0<br />
Slika 1.4: Procjenjivanje hrapavosti površine<br />
a) srednje aritmetičko odstupanje profila R a b) način određivanja srednje visine neravnine R z<br />
Za procjenjivanje hrapavosti površine u strojarskoj praksi najčešće se upotrebljava srednje<br />
aritmetičko odstupanje profila R a, koje je jednako srednjoj aritmetičkoj vrijednosti apsolutnih<br />
vrijednosti visine profila neravnina na mjernoj duljini l.<br />
yp1<br />
yv1<br />
yp2<br />
yv2<br />
yp3<br />
yv3<br />
l<br />
yp4<br />
yv4<br />
yp5<br />
yv5<br />
m<br />
x<br />
l<br />
n<br />
1 1<br />
Ra<br />
= y( x) dx yi<br />
l∫ ≈ ∑<br />
(1.6)<br />
n i = 1<br />
0<br />
R a [µm] srednje aritmetičko odstupanje profila<br />
l [µm] mjerna duljina hrapavosti površine<br />
y(x), y i [µm] visina profila hrapavosti s obzirom na srednju referentnu crtu<br />
x [µm] dužina uzduž mjerne duljine<br />
n broj točaka procjenjivanja visine profila uzduž mjerne duljine<br />
15