

Service Manual TNC 407 / TNC 415 - heidenhain - DR. JOHANNES ...
Service Manual TNC 407 / TNC 415 - heidenhain - DR. JOHANNES ...
Service Manual TNC 407 / TNC 415 - heidenhain - DR. JOHANNES ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
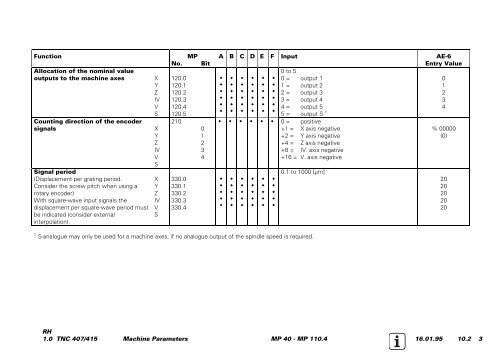
Function MP A B C D E F Input AE-6<br />
No. Bit Entry Value<br />
Allocation of the nominal value<br />
0 to 5<br />
outputs to the machine axes X 120.0<br />
Š Š Š Š Š Š 0 = output 1<br />
Y<br />
Z<br />
IV<br />
V<br />
S<br />
120.1<br />
120.2<br />
120.3<br />
120.4<br />
120.5<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
1 =<br />
2 =<br />
3 =<br />
4 =<br />
5 =<br />
output 2<br />
output 3<br />
output 4<br />
output 5<br />
output S 1)<br />
0<br />
1<br />
2<br />
3<br />
4<br />
Counting direction of the encoder 210<br />
Š Š Š Š Š Š 0 = positive<br />
signals X<br />
0<br />
+1 = X axis negative<br />
% 00000<br />
Y<br />
1<br />
+2 = Y axis negative<br />
(0)<br />
Z<br />
2<br />
+4 = Z axis negative<br />
IV<br />
3<br />
+8 = IV. axis negative<br />
V<br />
S<br />
4<br />
+16 = V. axis negative<br />
Signal period<br />
0.1 to 1000 [µm]<br />
(Displacement per grating period.<br />
X 330.0<br />
Š Š Š Š Š Š<br />
20<br />
Consider the screw pitch when using a<br />
rotary encoder)<br />
With square-wave input signals the<br />
displacement per square-wave period must<br />
Y<br />
Z<br />
IV<br />
V<br />
330.1<br />
330.2<br />
330.3<br />
330.4<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
Š<br />
20<br />
20<br />
20<br />
20<br />
be indicated (consider external<br />
interpolation).<br />
S<br />
1)<br />
S-analogue may only be used for a machine axes, if no analogue output of the spindle speed is required.<br />
RH<br />
1.0 <strong>TNC</strong> <strong>407</strong>/<strong>415</strong> Machine Parameters MP 40 - MP 110.4 16.01.95 10.2 3














