

Service Manual TNC 407 / TNC 415 - heidenhain - DR. JOHANNES ...
Service Manual TNC 407 / TNC 415 - heidenhain - DR. JOHANNES ...
Service Manual TNC 407 / TNC 415 - heidenhain - DR. JOHANNES ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
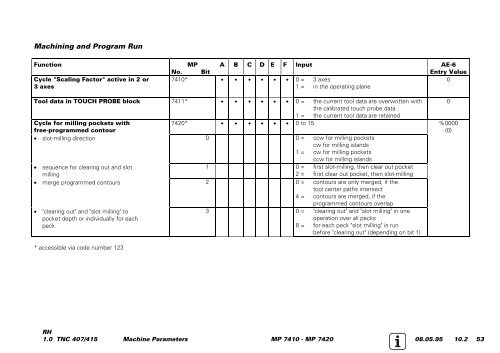
Machining and Program Run<br />
Function MP A B C D E F Input AE-6<br />
No. Bit Entry Value<br />
Cycle "Scaling Factor" active in 2 or 7410* Š Š Š Š Š Š 0 = 3 axes<br />
0<br />
3 axes<br />
1 = in the operating plane<br />
Tool data in TOUCH PROBE block 7411* Š Š Š Š Š Š 0 = the current tool data are overwritten with<br />
the calibrated touch probe data<br />
0<br />
1 = the current tool data are retained<br />
Cycle for milling pockets with<br />
7420* Š Š Š Š Š Š 0 to 15 %0000<br />
free-programmed contour<br />
(0)<br />
• slot-milling direction 0 0 = ccw for milling pockets<br />
cw for milling islands<br />
1 = cw for milling pockets<br />
ccw for milling islands<br />
• sequence for clearing out and slot<br />
1 0 = first slot-milling, then clear out pocket<br />
milling<br />
2 = first clear out pocket, then slot-milling<br />
• merge programmed contours 2 0 = contours are only merged, if the<br />
tool center paths intersect<br />
4 = contours are merged, if the<br />
programmed contours overlap<br />
• "clearing out" and "slot milling" to<br />
pocket depth or individually for each<br />
peck<br />
* accessible via code number 123<br />
3 0 = "clearing out" and "slot milling" in one<br />
operation over all pecks<br />
8 = for each peck "slot milling" is run<br />
before "clearing out" (depending on bit 1)<br />
RH<br />
1.0 <strong>TNC</strong> <strong>407</strong>/<strong>415</strong> Machine Parameters MP 7410 - MP 7420 08.05.95 10.2 53














