- Page 1 and 2:
NUM PARAMETER MANUAL 0101938818/8 0
- Page 3 and 4:
Table of Contents Table of Contents
- Page 5 and 6:
Table of Contents 8.5 Spindle Measu
- Page 7 and 8:
Table of Contents Record of Revisio
- Page 9 and 10:
NUM 1020/1040/1060 Documentation St
- Page 11 and 12:
Parameter Manual Foreword The machi
- Page 13 and 14:
CHAPTER 9 MISCELLANEOUS FUNCTIONS C
- Page 15 and 16:
Use of the Parameter Manual Tab Div
- Page 17 and 18:
Parameter Definition 1 Parameter De
- Page 19 and 20:
1.1 Introduction The machine parame
- Page 21 and 22:
1.2.3 Decimal Words Parameter types
- Page 23 and 24:
List of Machine Parameters 2 List o
- Page 25 and 26:
List of Machine Parameters Paramete
- Page 27 and 28:
Order of Parameter Integration 3 Or
- Page 29 and 30:
3.1 Axis Declaration Declare the nu
- Page 31 and 32:
Order of Parameter Integration 0 De
- Page 33 and 34:
Declare the carrier and carried axe
- Page 35 and 36:
Declare the direction of handwheel
- Page 37 and 38:
3.3 Servo-Control Settings Declare
- Page 39 and 40:
Declare the servo-control coefficie
- Page 41 and 42:
Declare dynamic movement control De
- Page 43 and 44:
Very high speed machining Cont’d
- Page 45 and 46:
Set the maximum permissible acceler
- Page 47 and 48:
Declare the axis travels Cont’d V
- Page 49 and 50:
3.5 Spindle Settings 3.5.1 Spindle
- Page 51 and 52:
Define the spindle 3 speed range De
- Page 53 and 54:
3.5.2 Rigid Tapping Declare the spi
- Page 55 and 56:
Define the minimum block execution
- Page 57 and 58:
3.7 Communication Parameter Setting
- Page 59 and 60:
3.8 DISC Axis Parameter Settings Se
- Page 61 and 62:
P97 P2 P0 P1 P3 P5 P4 P8 P9 P14 P27
- Page 63 and 64:
P97 P2 P0 P1 P3 P5 P4 P8 P9 P14 P27
- Page 65 and 66:
P97 P2 P0 P1 P3 P5 P4 P8 P9 P14 P27
- Page 67 and 68:
P97 P2 P0 P1 P3 P5 P4 P8 P9 P14 P27
- Page 69 and 70:
P97 P2 P0 P1 P3 P5 P4 P8 P9 P14 P27
- Page 71 and 72:
P97 P2 P0 P1 P3 P5 P4 P8 P9 P14 P27
- Page 73 and 74:
P97 P2 P0 P1 P3 P5 P4 P8 P9 P14 P27
- Page 75 and 76:
P97 P2 P0 P1 P3 P5 P4 P8 P9 P14 P27
- Page 77 and 78:
P97 P2 P0 P1 P3 P5 P4 P8 P9 P14 P27
- Page 79 and 80:
P97 P2 P0 P1 P3 P5 P4 P8 P9 P14 P27
- Page 81 and 82:
P97 P2 P0 P1 P3 P5 P4 P8 P9 P14 P27
- Page 83 and 84:
P97 P2 P0 P1 P3 P5 P4 P8 P9 P14 P27
- Page 85 and 86:
P97 P2 P0 P1 P3 P5 P4 P8 P9 P14 P27
- Page 87 and 88:
P97 P2 P0 P1 P3 P5 P4 P8 P9 P14 P27
- Page 89 and 90:
P97 P2 P0 P1 P3 P5 P4 P8 P9 P14 P27
- Page 91 and 92:
P97 P2 P0 P1 P3 P5 P4 P8 P9 P14 P27
- Page 93 and 94:
P97 P2 P0 P1 P3 P5 P4 P8 P9 P14 P27
- Page 95 and 96:
P97 P2 P0 P1 P3 P5 P4 P8 P9 P14 P27
- Page 97 and 98:
P97 P2 P0 P1 P3 P5 P4 P8 P9 P14 P27
- Page 99 and 100:
P10 P11 P12 P13 P25 P26 P34 P36 Mea
- Page 101 and 102:
P10 P11 P12 P13 P25 P26 P34 P36 5.1
- Page 103 and 104:
P10 P11 P12 P13 P25 P26 P34 P36 Mea
- Page 105 and 106:
P10 P11 P12 P13 P25 P26 P34 P36 Yie
- Page 107 and 108:
P10 P11 P12 P13 P25 P26 P34 P36 Mea
- Page 109 and 110:
P10 P11 P12 P13 P25 P26 P34 P36 Mea
- Page 111 and 112:
P10 P11 P12 P13 P25 P26 P34 P36 Pro
- Page 113 and 114:
P10 P11 P12 P13 P25 P26 P34 P36 Wor
- Page 115 and 116:
P10 P11 P12 P13 P25 P26 P34 P36 Fil
- Page 117 and 118:
P10 P11 P12 P13 P25 P26 P34 P36 Bit
- Page 119 and 120:
P10 P11 P12 P13 P25 P26 P34 P36 Bit
- Page 121 and 122:
P10 P11 P12 P13 P25 P26 P34 P36 Exa
- Page 123 and 124:
P10 P11 P12 P13 P25 P26 P34 P36 5.1
- Page 125 and 126:
P30 P31 P32 P20 P21 P56 P22 P23 P57
- Page 127 and 128:
P30 P31 P32 P20 P21 P56 P22 P23 P57
- Page 129 and 130:
P30 P31 P32 P20 P21 P56 P22 P23 P57
- Page 131 and 132:
P30 P31 P32 P20 P21 P56 P22 P23 P57
- Page 133 and 134:
P30 P31 P32 P20 P21 P56 P22 P23 P57
- Page 135 and 136:
P30 P31 P32 P20 P21 P56 P22 P23 P57
- Page 137 and 138: P30 P31 P32 P20 P21 P56 P22 P23 P57
- Page 139 and 140: P30 P31 P32 P20 P21 P56 P22 P23 P57
- Page 141 and 142: P30 P31 P32 P20 P21 P56 P22 P23 P57
- Page 143 and 144: P30 P31 P32 P20 P21 P56 P22 P23 P57
- Page 145 and 146: P30 P31 P32 P20 P21 P56 P22 P23 P57
- Page 147 and 148: P30 P31 P32 P20 P21 P56 P22 P23 P57
- Page 149 and 150: P30 P31 P32 P20 P21 P56 P22 P23 P57
- Page 151 and 152: P30 P31 P32 P20 P21 P56 P22 P23 P57
- Page 153 and 154: P30 P31 P32 P20 P21 P56 P22 P23 P57
- Page 155 and 156: P30 P31 P32 P20 P21 P56 P22 P23 P57
- Page 157 and 158: P30 P31 P32 P20 P21 P56 P22 P23 P57
- Page 159 and 160: P30 P31 P32 P20 P21 P56 P22 P23 P57
- Page 161 and 162: P30 P31 P32 P20 P21 P56 P22 P23 P57
- Page 163 and 164: P30 P31 P32 P20 P21 P56 P22 P23 P57
- Page 165 and 166: P30 P31 P32 P20 P21 P56 P22 P23 P57
- Page 167 and 168: P30 P31 P32 P20 P21 P56 P22 P23 P57
- Page 169 and 170: P30 P31 P32 P20 P21 P56 P22 P23 P57
- Page 171 and 172: P30 P31 P32 P20 P21 P56 P22 P23 P57
- Page 173 and 174: P15 P16 P17 P18 Axis Travels 7 Axis
- Page 175 and 176: P15 P16 P17 P18 7.1 Data Tables Tra
- Page 177 and 178: P15 P16 P17 P18 Summary of the Diff
- Page 179 and 180: P15 P16 P17 P18 Axis Travels en-938
- Page 181 and 182: P15 P16 P17 P18 Example For the axi
- Page 183 and 184: P15 P16 P17 P18 Case of Encoder ORP
- Page 185 and 186: P15 P16 P17 P18 Mechanical travel E
- Page 187: P15 P16 P17 P18 Axis Travels en-938
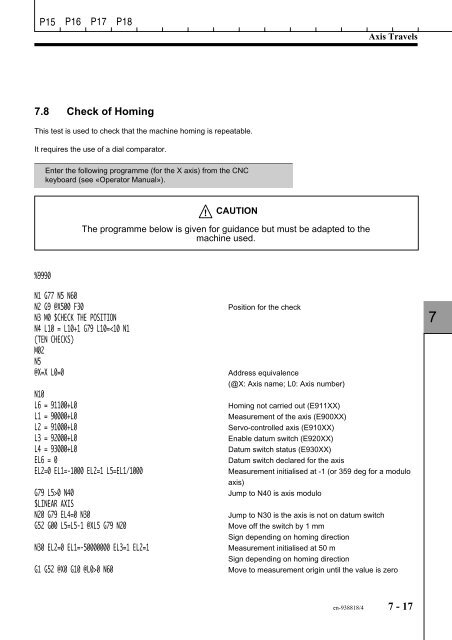
- Page 191 and 192: P15 P16 P17 P18 7.9 Setting the Tra
- Page 193 and 194: P6 P40 P41 P46 P47 P48 P49 P42 P43
- Page 195 and 196: P6 8.1 Data Tables Spindle Definiti
- Page 197 and 198: P6 P40 P41 P46 P47 P48 P49 P42 P43
- Page 199 and 200: P6 8.2.5 Spindle Indexing at Consta
- Page 201 and 202: P6 P40 P41 P46 P47 P48 P49 P42 P43
- Page 203 and 204: P6 Bit 7 P40 P41 P46 P47 P48 P49 P4
- Page 205 and 206: P6 Example P40 P41 P46 P47 P48 P49
- Page 207 and 208: P6 P40 P41 P46 P47 P48 P49 P42 P43
- Page 209 and 210: P6 P40 P41 P46 P47 P48 P49 P42 P43
- Page 211 and 212: P6 P40 P41 P46 P47 P48 P49 P42 P43
- Page 213 and 214: P6 P40 P41 P46 P47 P48 P49 P42 P43
- Page 215 and 216: P6 P40 P41 P46 P47 P48 P49 P42 P43
- Page 217 and 218: P6 P40 P41 P46 P47 P48 P49 P42 P43
- Page 219 and 220: P6 P40 P41 P46 P47 P48 P49 P42 P43
- Page 221 and 222: P6 P40 P41 P46 P47 P48 P49 P42 P43
- Page 223 and 224: P6 P40 P41 P46 P47 P48 P49 P42 P43
- Page 225 and 226: P6 P40 P41 P46 P47 P48 P49 P42 P43
- Page 227 and 228: P6 Word N1 Spindles This word defin
- Page 229 and 230: P7 P35 P50 P51 P58 P59 P80 P95 P96
- Page 231 and 232: P7 P35 P50 P51 P58 P59 P80 P95 P96
- Page 233 and 234: P7 P35 P50 P51 P58 P59 P80 P95 P96
- Page 235 and 236: P7 P35 P50 P51 P58 P59 P80 P95 P96
- Page 237 and 238: P7 P35 P50 P51 P58 P59 P80 P95 P96
- Page 239 and 240:
P7 P35 P50 P51 P58 P59 P80 P95 P96
- Page 241 and 242:
P7 P35 P50 P51 P58 P59 P80 P95 P96
- Page 243 and 244:
P7 P35 P50 P51 P58 P59 P80 P95 P96
- Page 245 and 246:
P7 P35 P50 P51 P58 P59 P80 P95 P96
- Page 247 and 248:
P7 P35 P50 P51 P58 P59 P80 P95 P96
- Page 249 and 250:
P7 P35 P50 P51 P58 P59 P80 P95 P96
- Page 251 and 252:
P7 P35 P50 P51 P58 P59 P80 P95 P96
- Page 253 and 254:
P7 P35 P50 P51 P58 P59 P80 P95 P96
- Page 255 and 256:
P7 P35 P50 P51 P58 P59 P80 P95 P96
- Page 257 and 258:
P7 P35 P50 P51 P58 P59 P80 P95 P96
- Page 259 and 260:
P37 P38 P39 P84 P100 P110 P111 P112
- Page 261 and 262:
P37 P38 P39 P84 P100 P110 P111 P112
- Page 263 and 264:
P37 P38 P39 P84 P100 P110 P111 P112
- Page 265 and 266:
P37 P38 P39 P84 P100 P110 P111 P112
- Page 267 and 268:
P37 P38 P39 P84 P100 P110 P111 P112
- Page 269 and 270:
P37 P38 P39 P84 P100 P110 P111 P112
- Page 271 and 272:
P37 P38 P39 P84 P100 P110 P111 P112
- Page 273 and 274:
P37 P38 P39 P84 P100 P110 P111 P112
- Page 275 and 276:
P37 P38 P39 P84 P100 P110 P111 P112
- Page 277 and 278:
P37 P38 P39 P84 P100 P110 P111 P112
- Page 279 and 280:
P37 P38 P39 P84 P100 P110 P111 P112
- Page 281 and 282:
Improving the Settings 11 Improving
- Page 283 and 284:
11.1 Checking the Maximum Speeds Wr
- Page 285 and 286:
Check the isolation between axes. T
- Page 287 and 288:
11.2.2 In-Position Window Improving
- Page 289 and 290:
DISC Axes 12 DISC Axes The paramete
- Page 291 and 292:
Parameter Integration Tool 13 Param
- Page 293 and 294:
13.1 Integration Tool on IBM PC or
- Page 295 and 296:
13.2.2 Using of the Editor 13.2.2.1
- Page 297 and 298:
The display page for the parameter
- Page 299 and 300:
The «NB WORDS «field specifies th
- Page 301 and 302:
Parameter Integration Tool The load
- Page 303 and 304:
13.2.5 Check of a Parameter Table U
- Page 305 and 306:
Parameter Integration Tool Example
- Page 307 and 308:
A Acceleration 6-10, 6-43 Accelerat