Analyse und Bewertung ausgewählter zukünftiger ...
Analyse und Bewertung ausgewählter zukünftiger ...
Analyse und Bewertung ausgewählter zukünftiger ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
RRS<br />
13,3 t/h<br />
Elektrizität<br />
3 800 kWel<br />
Erdgas<br />
0,095 t/h<br />
Luft<br />
Brennstoffbereitstellung<br />
<strong>und</strong> Vergasung<br />
Nebenanlagen<br />
O2<br />
Bandtrockner<br />
Siebung<br />
NT-Vergaser<br />
(500 °C)<br />
Schwelgas<br />
+ Koks<br />
Naphtha<br />
Schlacke<br />
HT-FS-<br />
Vergaser<br />
(1 400 °C)<br />
+<br />
Quench<br />
(800 °C)<br />
Thermoölkreislauf<br />
Rohgas<br />
(800 °C, 1 bar)<br />
Gasreinigung <strong>und</strong><br />
-konditionierung<br />
Kühlung<br />
(500 °C)<br />
Saurer<br />
Wasser- NH3,<br />
wäscher HCl<br />
Wasser- H2S,<br />
wäscher COS,<br />
CO2<br />
(35 bar)<br />
WGS<br />
(300 °C)<br />
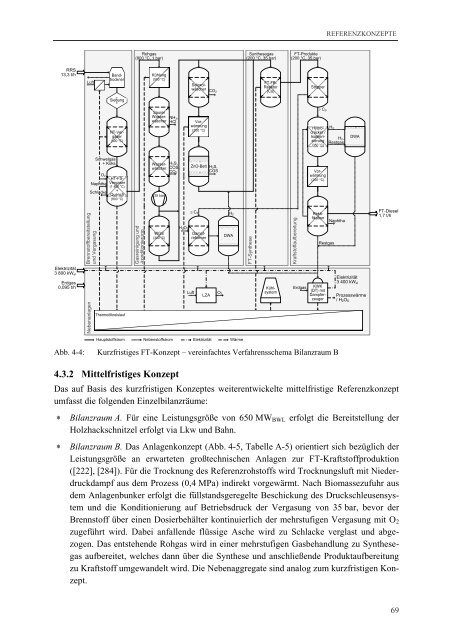
Abb. 4-4: Kurzfristiges FT-Konzept – vereinfachtes Verfahrensschema Bilanzraum B<br />
4.3.2 Mittelfristiges Konzept<br />
H2OD<br />
Selexolwäscher<br />
CO2<br />
Vorwärmung<br />
(200 °C)<br />
ZnO-Bett H2S,<br />
COS<br />
� C5<br />
Dampfreformer<br />
Luft O2<br />
LZA<br />
Synthesegas<br />
(200 °C, 35 bar)<br />
KWK<br />
(DT) mit<br />
Dampferzeuger<br />
REFERENZKONZEPTE<br />
Das auf Basis des kurzfristigen Konzeptes weiterentwickelte mittelfristige Referenzkonzept<br />
umfasst die folgenden Einzelbilanzräume:<br />
� Bilanzraum A. Für eine Leistungsgröße von 650 MWBWL erfolgt die Bereitstellung der<br />
Holzhackschnitzel erfolgt via Lkw <strong>und</strong> Bahn.<br />
� Bilanzraum B. Das Anlagenkonzept (Abb. 4-5, Tabelle A-5) orientiert sich bezüglich der<br />
Leistungsgröße an erwarteten großtechnischen Anlagen zur FT-Kraftstoffproduktion<br />
([222], [284]). Für die Trocknung des Referenzrohstoffs wird Trocknungsluft mit Niederdruckdampf<br />
aus dem Prozess (0,4 MPa) indirekt vorgewärmt. Nach Biomassezufuhr aus<br />
dem Anlagenbunker erfolgt die füllstandsgeregelte Beschickung des Druckschleusensystem<br />
<strong>und</strong> die Konditionierung auf Betriebsdruck der Vergasung von 35 bar, bevor der<br />
Brennstoff über einen Dosierbehälter kontinuierlich der mehrstufigen Vergasung mit O2<br />
zugeführt wird. Dabei anfallende flüssige Asche wird zu Schlacke verglast <strong>und</strong> abgezogen.<br />
Das entstehende Rohgas wird in einer mehrstufigen Gasbehandlung zu Synthesegas<br />
aufbereitet, welches dann über die Synthese <strong>und</strong> anschließende Produktaufbereitung<br />
zu Kraftstoff umgewandelt wird. Die Nebenaggregate sind analog zum kurzfristigen Konzept.<br />
H2<br />
DWA<br />
Hauptstoffstrom Nebenstoffstrom Elektrizität Wärme<br />
FT-Synthese<br />
FT-FB-<br />
Reaktor<br />
(Co)<br />
Kühlsystem<br />
FT-Produkte<br />
(200 °C, 35 bar)<br />
Kraftstoffaufbereitung<br />
Erdgas<br />
Stripper<br />
> C5<br />
Hydrocracker<br />
/<br />
H2<br />
Isomerisierung<br />
(350 °C)<br />
H2,<br />
Restgas<br />
Vorwärmung<br />
(200 °C)<br />
Rektifikation<br />
Restgas<br />
Naphtha<br />
DWA<br />
Elektrizität<br />
3 400 kWel<br />
Prozesswärme<br />
/ H2OD<br />
FT-Diesel<br />
1,7 t/h<br />
69