Analyse und Bewertung ausgewählter zukünftiger ...
Analyse und Bewertung ausgewählter zukünftiger ...
Analyse und Bewertung ausgewählter zukünftiger ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
RRS<br />
8,8 t/h<br />
Elektrizität<br />
1 662 kWel<br />
Fernwärme<br />
370 kWth<br />
Luft<br />
Brennstoffbereitstellung <strong>und</strong> Vergasung<br />
Nebenaggregate<br />
H2OD<br />
Asche<br />
Bandtrockner<br />
Siebung<br />
Alloth.<br />
WS-Vergasung<br />
(850 °C)<br />
Thermoölkreislauf<br />
Staub, Teer,<br />
Precoatmat.<br />
Teerbel. RME<br />
Gasreinigung <strong>und</strong> -konditionierung<br />
ORC-<br />
Anlage<br />
Rohgas<br />
(850 °C, 1 bar)<br />
Abscheider<br />
Kühlung<br />
(150 °C)<br />
Precoat-<br />
Filter<br />
RME-<br />
Wäscher<br />
(3 bar)<br />
Elektrizität<br />
630 kWel<br />
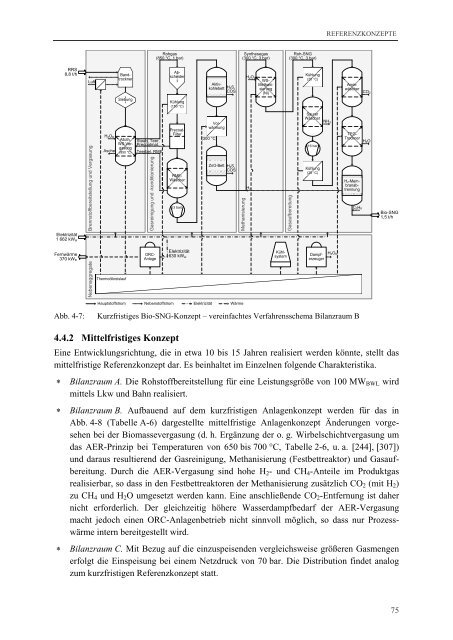
Abb. 4-7: Kurzfristiges Bio-SNG-Konzept – vereinfachtes Verfahrensschema Bilanzraum B<br />
4.4.2 Mittelfristiges Konzept<br />
Aktivkohlebett<br />
H2S,<br />
COS<br />
Vorwärmung<br />
(300 °C)<br />
ZnO-Bett<br />
H2S,<br />
COS<br />
Hauptstoffstrom Nebenstoffstrom Elektrizität Wärme<br />
Synthesegas<br />
(300 °C, 3 bar)<br />
REFERENZKONZEPTE<br />
Eine Entwicklungsrichtung, die in etwa 10 bis 15 Jahren realisiert werden könnte, stellt das<br />
mittelfristige Referenzkonzept dar. Es beinhaltet im Einzelnen folgende Charakteristika.<br />
� Bilanzraum A. Die Rohstoffbereitstellung für eine Leistungsgröße von 100 MWBWL wird<br />
mittels Lkw <strong>und</strong> Bahn realisiert.<br />
� Bilanzraum B. Aufbauend auf dem kurzfristigen Anlagenkonzept werden für das in<br />
Abb. 4-8 (Tabelle A-6) dargestellte mittelfristige Anlagenkonzept Änderungen vorgesehen<br />
bei der Biomassevergasung (d. h. Ergänzung der o. g. Wirbelschichtvergasung um<br />
das AER-Prinzip bei Temperaturen von 650 bis 700 °C, Tabelle 2-6, u. a. [244], [307])<br />
<strong>und</strong> daraus resultierend der Gasreinigung, Methanisierung (Festbettreaktor) <strong>und</strong> Gasaufbereitung.<br />
Durch die AER-Vergasung sind hohe H2- <strong>und</strong> CH4-Anteile im Produktgas<br />
realisierbar, so dass in den Festbettreaktoren der Methanisierung zusätzlich CO2 (mit H2)<br />
zu CH4 <strong>und</strong> H2O umgesetzt werden kann. Eine anschließende CO2-Entfernung ist daher<br />
nicht erforderlich. Der gleichzeitig höhere Wasserdampfbedarf der AER-Vergasung<br />
macht jedoch einen ORC-Anlagenbetrieb nicht sinnvoll möglich, so dass nur Prozesswärme<br />
intern bereitgestellt wird.<br />
� Bilanzraum C. Mit Bezug auf die einzuspeisenden vergleichsweise größeren Gasmengen<br />
erfolgt die Einspeisung bei einem Netzdruck von 70 bar. Die Distribution findet analog<br />
zum kurzfristigen Referenzkonzept statt.<br />
Methanisierung<br />
H2OD<br />
H2<br />
WS-<br />
Methanisierung<br />
(Ni)<br />
Kühlsystem<br />
Roh-SNG<br />
(300 °C, 3 bar)<br />
Gasaufbereitung<br />
Kühlung<br />
(25 °C)<br />
Saurer<br />
Wäscher<br />
(16 bar)<br />
Kühlung<br />
(25 °C)<br />
Dampferzeuger<br />
NH3<br />
H2OD<br />
Aminwäscher<br />
TEG-<br />
Trockner<br />
H2-Membranabtrennung<br />
C3H8<br />
CO2<br />
H2O<br />
Bio-SNG<br />
1,5 t/h<br />
75