Analyse und Bewertung ausgewählter zukünftiger ...
Analyse und Bewertung ausgewählter zukünftiger ...
Analyse und Bewertung ausgewählter zukünftiger ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
REFERENZKONZEPTE<br />
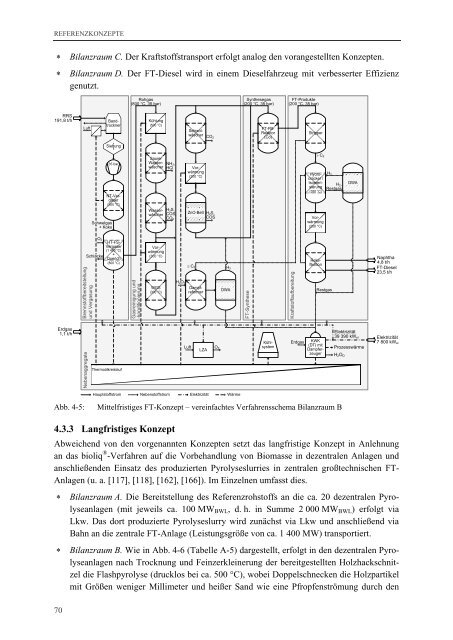
� Bilanzraum C. Der Kraftstoffstransport erfolgt analog den vorangestellten Konzepten.<br />
� Bilanzraum D. Der FT-Diesel wird in einem Dieselfahrzeug mit verbesserter Effizienz<br />
genutzt.<br />
RRS<br />
191,8 t/h<br />
Erdgas<br />
1,1 t/h<br />
Abb. 4-5: Mittelfristiges FT-Konzept – vereinfachtes Verfahrensschema Bilanzraum B<br />
4.3.3 Langfristiges Konzept<br />
Abweichend von den vorgenannten Konzepten setzt das langfristige Konzept in Anlehnung<br />
an das bioliq ® -Verfahren auf die Vorbehandlung von Biomasse in dezentralen Anlagen <strong>und</strong><br />
anschließenden Einsatz des produzierten Pyrolyseslurries in zentralen großtechnischen FT-<br />
Anlagen (u. a. [117], [118], [162], [166]). Im Einzelnen umfasst dies.<br />
� Bilanzraum A. Die Bereitstellung des Referenzrohstoffs an die ca. 20 dezentralen Pyrolyseanlagen<br />
(mit jeweils ca. 100 MWBWL, d. h. in Summe 2 000 MWBWL) erfolgt via<br />
Lkw. Das dort produzierte Pyrolyseslurry wird zunächst via Lkw <strong>und</strong> anschließend via<br />
Bahn an die zentrale FT-Anlage (Leistungsgröße von ca. 1 400 MW) transportiert.<br />
� Bilanzraum B. Wie in Abb. 4-6 (Tabelle A-5) dargestellt, erfolgt in den dezentralen Pyrolyseanlagen<br />
nach Trocknung <strong>und</strong> Feinzerkleinerung der bereitgestellten Holzhackschnitzel<br />
die Flashpyrolyse (drucklos bei ca. 500 °C), wobei Doppelschnecken die Holzpartikel<br />
mit Größen weniger Millimeter <strong>und</strong> heißer Sand wie eine Pfropfenströmung durch den<br />
70<br />
Luft<br />
Brennstoffbereitstellung<br />
<strong>und</strong> Vergasung<br />
Nebenaggregate<br />
O2<br />
Bandtrockner<br />
Siebung<br />
(35 bar)<br />
NT-Vergaser<br />
(500 °C)<br />
Schwelgas<br />
+ Koks<br />
Schlacke<br />
HT-FS-<br />
Vergaser<br />
(1 400 °C)<br />
+<br />
Quench<br />
(800 °C)<br />
Thermoölkreislauf<br />
Rohgas<br />
(800 °C, 35 bar)<br />
Gasreinigung <strong>und</strong><br />
-konditionierung<br />
Kühlung<br />
(500 °C)<br />
Saurer<br />
Wasser- NH3,<br />
wäscher HCl<br />
Wasser- H2S,<br />
wäscher COS,<br />
CO2<br />
Vorwärmung<br />
(300 °C)<br />
WGS<br />
(300 °C)<br />
H2OD<br />
Selexolwäscher<br />
CO2<br />
Vorwärmung<br />
(200 °C)<br />
ZnO-Bett H2S,<br />
COS<br />
� C5<br />
Dampfreformer<br />
Luft O2<br />
LZA<br />
H2<br />
DWA<br />
Hauptstoffstrom Nebenstoffstrom Elektrizität Wärme<br />
Synthesegas<br />
(200 °C, 35 bar)<br />
FT-Synthese<br />
FT-FB-<br />
Reaktor<br />
(Co)<br />
Kühlsystem<br />
FT-Produkte<br />
(200 °C, 35 bar)<br />
Kraftstoffaufbereitung<br />
Erdgas<br />
Stripper<br />
> C5<br />
Hydrocracker<br />
/<br />
H2<br />
Isomerisierung<br />
(350 °C)<br />
H2,<br />
Restgas<br />
Vorwärmung<br />
(200 °C)<br />
Rektifikation<br />
Restgas<br />
KWK<br />
(DT) mit<br />
Dampferzeuger<br />
DWA<br />
Elektrizität<br />
39 390 kWel<br />
Prozesswärme<br />
H2OD<br />
Naphtha<br />
4,8 t/h<br />
FT-Diesel<br />
23,5 t/h<br />
Elektrizität<br />
7 800 kWel