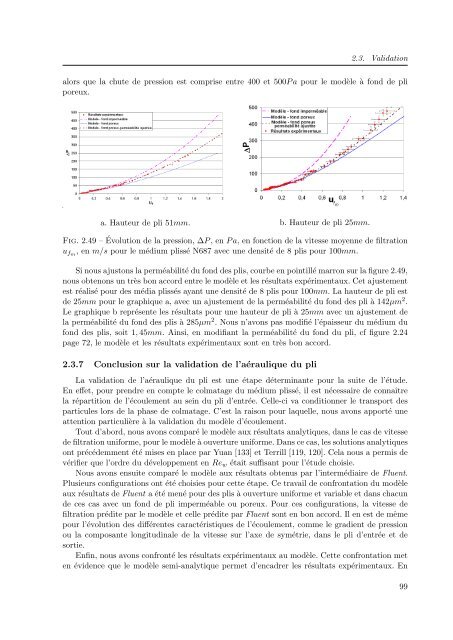
2.3. Validationalors que la chute <strong>de</strong> pression est comprise <strong>en</strong>tre 400 et 500P a pour le modèle à fond <strong>de</strong> pliporeux.a. Hauteur <strong>de</strong> pli 51mm. b. Hauteur <strong>de</strong> pli 25mm.Fig. 2.49 – Évolution <strong>de</strong> la pression, ∆P , <strong>en</strong> P a, <strong>en</strong> fonction <strong>de</strong> la vitesse moy<strong>en</strong>ne <strong>de</strong> filtrationu fm , <strong>en</strong> m/s pour le médium plissé N687 avec une d<strong>en</strong>sité <strong>de</strong> 8 plis pour 100mm.Si nous ajustons la perméabilité du fond <strong>de</strong>s plis, courbe <strong>en</strong> pointillé marron sur la figure 2.49,nous obt<strong>en</strong>ons un très bon accord <strong>en</strong>tre le modèle et les résultats expérim<strong>en</strong>taux. Cet ajustem<strong>en</strong>test réalisé pour <strong>de</strong>s média plissés ayant une d<strong>en</strong>sité <strong>de</strong> 8 plis pour 100mm. La hauteur <strong>de</strong> pli est<strong>de</strong> 25mm pour le graphique a, avec un ajustem<strong>en</strong>t <strong>de</strong> la perméabilité du fond <strong>de</strong>s pli à 142µm 2 .Le graphique b représ<strong>en</strong>te les résultats pour une hauteur <strong>de</strong> pli à 25mm avec un ajustem<strong>en</strong>t <strong>de</strong>la perméabilité du fond <strong>de</strong>s plis à 285µm 2 . Nous n’avons pas modifié l’épaisseur du médium dufond <strong>de</strong>s plis, soit 1, 45mm. Ainsi, <strong>en</strong> modifiant la perméabilité du fond du pli, cf figure 2.24page 72, le modèle et les résultats expérim<strong>en</strong>taux sont <strong>en</strong> très bon accord.2.3.7 Conclusion sur la validation <strong>de</strong> l’aéraulique du pliLa validation <strong>de</strong> l’aéraulique du pli est une étape déterminante pour la suite <strong>de</strong> l’étu<strong>de</strong>.En effet, pour pr<strong>en</strong>dre <strong>en</strong> compte le colmatage du médium plissé, il est nécessaire <strong>de</strong> connaîtrela répartition <strong>de</strong> l’écoulem<strong>en</strong>t au sein du pli d’<strong>en</strong>trée. Celle-ci va conditionner le transport <strong>de</strong>sparticules lors <strong>de</strong> la phase <strong>de</strong> colmatage. C’est la raison pour laquelle, nous avons apporté uneatt<strong>en</strong>tion particulière à la validation du modèle d’écoulem<strong>en</strong>t.Tout d’abord, nous avons comparé le modèle aux résultats analytiques, dans le cas <strong>de</strong> vitesse<strong>de</strong> filtration uniforme, pour le modèle à ouverture uniforme. Dans ce cas, les solutions analytiquesont précé<strong>de</strong>mm<strong>en</strong>t été mises <strong>en</strong> place par Yuan [133] et Terrill [119, 120]. Cela nous a permis <strong>de</strong>vérifier que l’ordre du développem<strong>en</strong>t <strong>en</strong> Re w était suffisant pour l’étu<strong>de</strong> choisie.Nous avons <strong>en</strong>suite comparé le modèle aux résultats obt<strong>en</strong>us par l’intermédiaire <strong>de</strong> Flu<strong>en</strong>t.Plusieurs configurations ont été choisies pour cette étape. Ce travail <strong>de</strong> confrontation du modèleaux résultats <strong>de</strong> Flu<strong>en</strong>t a été m<strong>en</strong>é pour <strong>de</strong>s plis à ouverture uniforme et variable et dans chacun<strong>de</strong> ces cas avec un fond <strong>de</strong> pli imperméable ou poreux. Pour ces configurations, la vitesse <strong>de</strong>filtration prédite par le modèle et celle prédite par Flu<strong>en</strong>t sont <strong>en</strong> bon accord. Il <strong>en</strong> est <strong>de</strong> mêmepour l’évolution <strong>de</strong>s différ<strong>en</strong>tes caractéristiques <strong>de</strong> l’écoulem<strong>en</strong>t, comme le gradi<strong>en</strong>t <strong>de</strong> pressionou la composante longitudinale <strong>de</strong> la vitesse sur l’axe <strong>de</strong> symétrie, dans le pli d’<strong>en</strong>trée et <strong>de</strong>sortie.Enfin, nous avons confronté les résultats expérim<strong>en</strong>taux au modèle. Cette confrontation met<strong>en</strong> évid<strong>en</strong>ce que le modèle semi-analytique permet d’<strong>en</strong>cadrer les résultats expérim<strong>en</strong>taux. En99
<strong>Chapitre</strong> 2.Échelle du plieffet, ceux-ci sont <strong>en</strong>cadrés par les résultats avec fond <strong>de</strong> pli imperméable et fond <strong>de</strong> pli poreuxayant la même perméabilité que le reste du médium. Le processus <strong>de</strong> plissage <strong>de</strong>s média fibreuxpermet d’éclairer ce résultat. Lors <strong>de</strong> ce processus, un marquage du fond <strong>de</strong>s plis est réaliséafin <strong>de</strong> faciliter le plissage. Celui-ci est réalisé <strong>en</strong> chauffant et compressant le médium fibreux.Il <strong>en</strong> résulte une perméabilité et une épaisseur différ<strong>en</strong>te pour le fond <strong>de</strong>s plis qui sont toutes<strong>de</strong>ux plus faibles que pour le médium plan. La résistance du médium fibreux est alors plusgran<strong>de</strong>. Cep<strong>en</strong>dant, il est difficile <strong>de</strong> caractériser ces zones. C’est pourquoi, nous avons étudié<strong>de</strong>ux configurations extrémales, permettant d’avoir un <strong>en</strong>cadrem<strong>en</strong>t du système réel : la premièreconsidère le fond <strong>de</strong>s plis imperméables, et la secon<strong>de</strong> que le fond <strong>de</strong>s plis est poreux ayant lamême épaisseur et perméabilité que le médium non compressé. Lorsque nous étudions l’évolution<strong>de</strong> la chute <strong>de</strong> pression <strong>de</strong> ces <strong>de</strong>ux configurations extrémales du pli <strong>en</strong> fonction <strong>de</strong> la vitesse <strong>de</strong>filtration moy<strong>en</strong>ne, nous obt<strong>en</strong>ons un <strong>en</strong>cadrem<strong>en</strong>t <strong>de</strong>s résultats expérim<strong>en</strong>taux. Il est intéressant<strong>de</strong> remarquer une gran<strong>de</strong> s<strong>en</strong>sibilité à la perméabilité du fond <strong>de</strong>s plis, puisque l’écart <strong>en</strong>tre ces<strong>de</strong>ux configurations extrémales peut atteindre 90%.En ajustant la perméabilité du fond <strong>de</strong>s plis, nous avons pu reproduire fidèlem<strong>en</strong>t l’évolutionexpérim<strong>en</strong>tale <strong>de</strong> la chute <strong>de</strong> pression <strong>en</strong> fonction <strong>de</strong> la vitesse <strong>de</strong> filtration.Ces différ<strong>en</strong>tes étapes nous ont permis <strong>de</strong> vali<strong>de</strong>r le modèle. Il est donc possible, à prés<strong>en</strong>t,<strong>de</strong> réaliser une étu<strong>de</strong> plus approfondie <strong>de</strong> l’écoulem<strong>en</strong>t à l’ai<strong>de</strong> <strong>de</strong> ce modèle.2.4 Exploitation du modèle2.4.1 Comparaison <strong>en</strong>tre le modèle à grand Reynolds et le modèle à faibleReynoldsPrécé<strong>de</strong>mm<strong>en</strong>t, un modèle a été mis <strong>en</strong> place pour les faibles nombres <strong>de</strong> Reynolds <strong>de</strong> filtration[7,96]. Il est intéressant, à prés<strong>en</strong>t, <strong>de</strong> comparer les résultats fournis par notre modèle àgrand Reynolds <strong>de</strong> filtration à ceux que l’on obti<strong>en</strong>t avec le modèle pour les faibles Reynolds <strong>de</strong>filtration dans le domaine <strong>de</strong>s grands Reynolds <strong>de</strong> filtration Re w .Pour cela, nous allons utiliser les résultats obt<strong>en</strong>us par Flu<strong>en</strong>t comme référ<strong>en</strong>ce. L’évolution<strong>de</strong> la vitesse <strong>de</strong> filtration ainsi que celle <strong>de</strong> la pression <strong>de</strong>s plis d’<strong>en</strong>trée et <strong>de</strong> sortie le long du pliconstitu<strong>en</strong>t les principaux élém<strong>en</strong>ts <strong>de</strong> comparaison.Nous avons considéré <strong>de</strong>s écoulem<strong>en</strong>ts pour un médium plissé <strong>de</strong> d<strong>en</strong>sité <strong>de</strong> plissage 8 plispour 100mm et une hauteur <strong>de</strong> pli <strong>de</strong> 51mm, pour <strong>de</strong>ux nombres <strong>de</strong> Reynolds <strong>de</strong> filtration :Re w = 15 et Re w = 73. Dans chacun <strong>de</strong> ces cas, il est évi<strong>de</strong>mm<strong>en</strong>t heureux <strong>de</strong> constater que lemodèle à grand Reynolds, développé ici, est plus adapté dans cette configuration, que le modèleà faible Reynolds, modèle pour lequel, les auteurs ont estimé qu’il n’était valable qu’<strong>en</strong> <strong>de</strong>ssousdu nombre <strong>de</strong> Reynolds <strong>de</strong> filtration maximal Re w ≈ 6.Lorsque nous nous intéressons à l’évolution du gradi<strong>en</strong>t <strong>de</strong> pression dans les plis d’<strong>en</strong>trée et <strong>de</strong>sortie, figures 2.51, nous observons qu’il n’y a pas <strong>de</strong> différ<strong>en</strong>ce pour le pli <strong>de</strong> sortie. L’évolutiondu gradi<strong>en</strong>t <strong>de</strong> pression est id<strong>en</strong>tique pour les modéles à faible Reynolds, grand Reynolds etFlu<strong>en</strong>t. Par contre, l’évolution du gradi<strong>en</strong>t <strong>de</strong> pression dans le pli d’<strong>en</strong>trée dép<strong>en</strong>d du modèle.Le modèle à grand Reynolds est le plus proche <strong>de</strong>s résultats obt<strong>en</strong>us par CFD. Le gradi<strong>en</strong>t <strong>de</strong>la pression est plus faible que dans le cas du modèle à faible Reynolds.2.4.2 Influ<strong>en</strong>ce <strong>de</strong>s paramètres du média plissé sur la chute <strong>de</strong> pressionNous désirons à prés<strong>en</strong>t compr<strong>en</strong>dre l’influ<strong>en</strong>ce <strong>de</strong> la perméabilité k, <strong>de</strong> l’épaisseur e et <strong>de</strong>la longueur du pli L sur la chute <strong>de</strong> pression du médium plissé. Cette <strong>de</strong>rnière est une fonction100