

Laser in der Materialbearbeitung Forschungsberichte des IFSW
Laser in der Materialbearbeitung Forschungsberichte des IFSW
Laser in der Materialbearbeitung Forschungsberichte des IFSW

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
5.2 Spritzerentstehung beim Schweißen von Stahl 115<br />
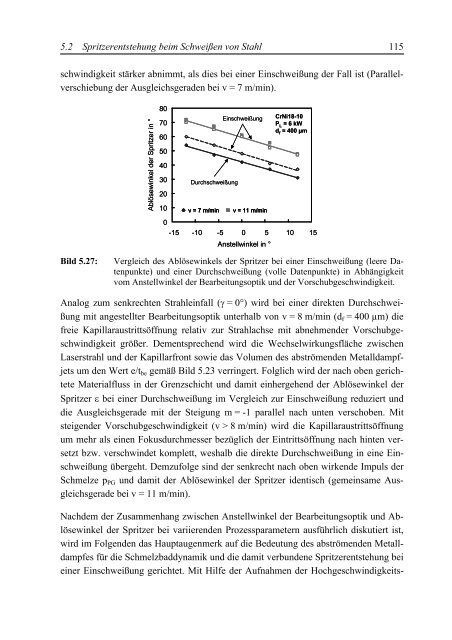
schw<strong>in</strong>digkeit stärker abnimmt, als dies bei e<strong>in</strong>er E<strong>in</strong>schweißung <strong>der</strong> Fall ist (Parallelverschiebung<br />
<strong>der</strong> Ausgleichsgeraden bei v = 7 m/m<strong>in</strong>).<br />
Ablösew<strong>in</strong>kel <strong>der</strong> Spritzer <strong>in</strong> °<br />
80<br />
70<br />
60<br />
50<br />
40<br />
30<br />
20<br />
Durchschweißung<br />
E<strong>in</strong>schweißung<br />
CrNi18-10<br />
P L = 6 kW<br />
d f = 400 μm<br />
10<br />
0<br />
v = 7 m/m<strong>in</strong> v = 11 m/m<strong>in</strong><br />
-15 -10 -5 0 5 10 15<br />
Anstellw<strong>in</strong>kel <strong>in</strong> °<br />
Bild 5.27: Vergleich <strong>des</strong> Ablösew<strong>in</strong>kels <strong>der</strong> Spritzer bei e<strong>in</strong>er E<strong>in</strong>schweißung (leere Datenpunkte)<br />
und e<strong>in</strong>er Durchschweißung (volle Datenpunkte) <strong>in</strong> Abhängigkeit<br />
vom Anstellw<strong>in</strong>kel <strong>der</strong> Bearbeitungsoptik und <strong>der</strong> Vorschubgeschw<strong>in</strong>digkeit.<br />
Analog zum senkrechten Strahle<strong>in</strong>fall (� = 0°) wird bei e<strong>in</strong>er direkten Durchschweißung<br />
mit angestellter Bearbeitungsoptik unterhalb von v = 8 m/m<strong>in</strong> (df = 400 μm) die<br />
freie Kapillaraustrittsöffnung relativ zur Strahlachse mit abnehmen<strong>der</strong> Vorschubgeschw<strong>in</strong>digkeit<br />
größer. Dementsprechend wird die Wechselwirkungsfläche zwischen<br />
<strong>Laser</strong>strahl und <strong>der</strong> Kapillarfront sowie das Volumen <strong>des</strong> abströmenden Metalldampfjets<br />
um den Wert e/tbe gemäß Bild 5.23 verr<strong>in</strong>gert. Folglich wird <strong>der</strong> nach oben gerichtete<br />
Materialfluss <strong>in</strong> <strong>der</strong> Grenzschicht und damit e<strong>in</strong>hergehend <strong>der</strong> Ablösew<strong>in</strong>kel <strong>der</strong><br />
Spritzer � bei e<strong>in</strong>er Durchschweißung im Vergleich zur E<strong>in</strong>schweißung reduziert und<br />
die Ausgleichsgerade mit <strong>der</strong> Steigung m = -1 parallel nach unten verschoben. Mit<br />
steigen<strong>der</strong> Vorschubgeschw<strong>in</strong>digkeit (v > 8 m/m<strong>in</strong>) wird die Kapillaraustrittsöffnung<br />
um mehr als e<strong>in</strong>en Fokusdurchmesser bezüglich <strong>der</strong> E<strong>in</strong>trittsöffnung nach h<strong>in</strong>ten versetzt<br />
bzw. verschw<strong>in</strong>det komplett, weshalb die direkte Durchschweißung <strong>in</strong> e<strong>in</strong>e E<strong>in</strong>schweißung<br />
übergeht. Demzufolge s<strong>in</strong>d <strong>der</strong> senkrecht nach oben wirkende Impuls <strong>der</strong><br />
Schmelze pPG und damit <strong>der</strong> Ablösew<strong>in</strong>kel <strong>der</strong> Spritzer identisch (geme<strong>in</strong>same Ausgleichsgerade<br />
bei v = 11 m/m<strong>in</strong>).<br />
Nachdem <strong>der</strong> Zusammenhang zwischen Anstellw<strong>in</strong>kel <strong>der</strong> Bearbeitungsoptik und Ablösew<strong>in</strong>kel<br />
<strong>der</strong> Spritzer bei variierenden Prozessparametern ausführlich diskutiert ist,<br />
wird im Folgenden das Hauptaugenmerk auf die Bedeutung <strong>des</strong> abströmenden Metalldampfes<br />
für die Schmelzbaddynamik und die damit verbundene Spritzerentstehung bei<br />
e<strong>in</strong>er E<strong>in</strong>schweißung gerichtet. Mit Hilfe <strong>der</strong> Aufnahmen <strong>der</strong> Hochgeschw<strong>in</strong>digkeits-







