

Laser in der Materialbearbeitung Forschungsberichte des IFSW
Laser in der Materialbearbeitung Forschungsberichte des IFSW
Laser in der Materialbearbeitung Forschungsberichte des IFSW

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
4.2 Wirkungsgrade beim <strong>Laser</strong>strahlschweißen 73<br />
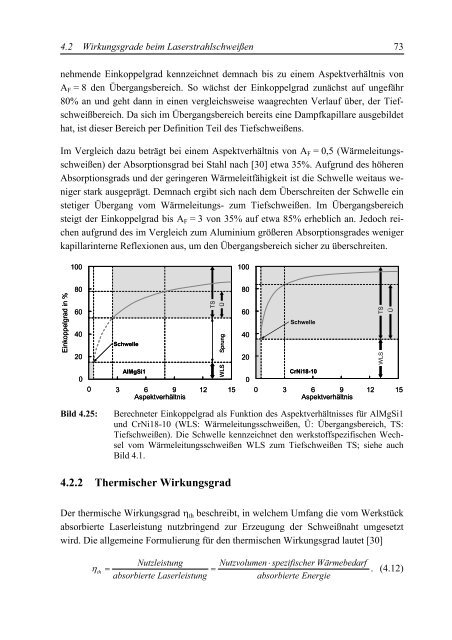
nehmende E<strong>in</strong>koppelgrad kennzeichnet demnach bis zu e<strong>in</strong>em Aspektverhältnis von<br />
AF = 8 den Übergangsbereich. So wächst <strong>der</strong> E<strong>in</strong>koppelgrad zunächst auf ungefähr<br />
80% an und geht dann <strong>in</strong> e<strong>in</strong>en vergleichsweise waagrechten Verlauf über, <strong>der</strong> Tiefschweißbereich.<br />
Da sich im Übergangsbereich bereits e<strong>in</strong>e Dampfkapillare ausgebildet<br />
hat, ist dieser Bereich per Def<strong>in</strong>ition Teil <strong>des</strong> Tiefschweißens.<br />
Im Vergleich dazu beträgt bei e<strong>in</strong>em Aspektverhältnis von AF = 0,5 (Wärmeleitungsschweißen)<br />
<strong>der</strong> Absorptionsgrad bei Stahl nach [30] etwa 35%. Aufgrund <strong>des</strong> höheren<br />
Absorptionsgrads und <strong>der</strong> ger<strong>in</strong>geren Wärmeleitfähigkeit ist die Schwelle weitaus weniger<br />
stark ausgeprägt. Demnach ergibt sich nach dem Überschreiten <strong>der</strong> Schwelle e<strong>in</strong><br />
stetiger Übergang vom Wärmeleitungs- zum Tiefschweißen. Im Übergangsbereich<br />
steigt <strong>der</strong> E<strong>in</strong>koppelgrad bis AF = 3 von 35% auf etwa 85% erheblich an. Jedoch reichen<br />
aufgrund <strong>des</strong> im Vergleich zum Alum<strong>in</strong>ium größeren Absorptionsgra<strong>des</strong> weniger<br />
kapillar<strong>in</strong>terne Reflexionen aus, um den Übergangsbereich sicher zu überschreiten.<br />
E<strong>in</strong>koppelgrad <strong>in</strong> %<br />
100<br />
80<br />
60<br />
40<br />
20<br />
Schwelle<br />
TS<br />
Ü<br />
Sprung<br />
WLS<br />
100<br />
80<br />
60<br />
40<br />
20<br />
Schwelle<br />
WLS TS<br />
Ü<br />
AlMgSi1<br />
CrNi18-10<br />
0<br />
0<br />
0 3 6 9 12 15 0 3 6 9 12 15<br />
Aspektverhältnis<br />
Aspektverhältnis<br />
Bild 4.25: Berechneter E<strong>in</strong>koppelgrad als Funktion <strong>des</strong> Aspektverhältnisses für AlMgSi1<br />
und CrNi18-10 (WLS: Wärmeleitungsschweißen, Ü: Übergangsbereich, TS:<br />
Tiefschweißen). Die Schwelle kennzeichnet den werkstoffspezifischen Wechsel<br />
vom Wärmeleitungsschweißen WLS zum Tiefschweißen TS; siehe auch<br />
Bild 4.1.<br />
4.2.2 Thermischer Wirkungsgrad<br />
Der thermische Wirkungsgrad �th beschreibt, <strong>in</strong> welchem Umfang die vom Werkstück<br />
absorbierte <strong>Laser</strong>leistung nutzbr<strong>in</strong>gend zur Erzeugung <strong>der</strong> Schweißnaht umgesetzt<br />
wird. Die allgeme<strong>in</strong>e Formulierung für den thermischen Wirkungsgrad lautet [30]<br />
Nutzleistung<br />
Nutzvolumen<br />
� spezifischer<br />
Wärmebedarf<br />
� th �<br />
�<br />
. (4.12)<br />
absorbierte<br />
<strong>Laser</strong>leistung<br />
absorbierte<br />
Energie







