

Laser in der Materialbearbeitung Forschungsberichte des IFSW
Laser in der Materialbearbeitung Forschungsberichte des IFSW
Laser in der Materialbearbeitung Forschungsberichte des IFSW

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
5.2 Spritzerentstehung beim Schweißen von Stahl 97<br />
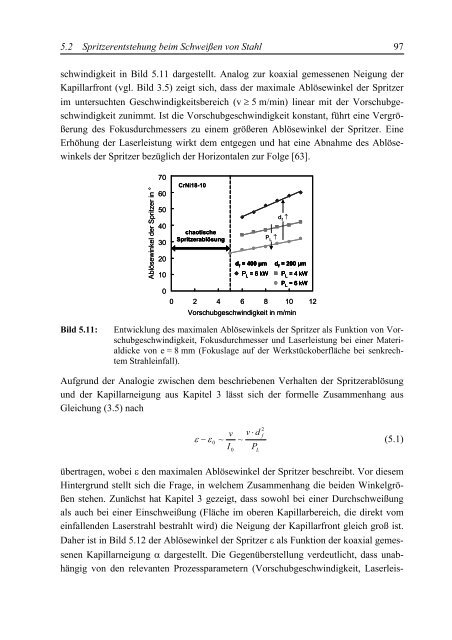
schw<strong>in</strong>digkeit <strong>in</strong> Bild 5.11 dargestellt. Analog zur koaxial gemessenen Neigung <strong>der</strong><br />
Kapillarfront (vgl. Bild 3.5) zeigt sich, dass <strong>der</strong> maximale Ablösew<strong>in</strong>kel <strong>der</strong> Spritzer<br />
im untersuchten Geschw<strong>in</strong>digkeitsbereich (v � 5 m/m<strong>in</strong>) l<strong>in</strong>ear mit <strong>der</strong> Vorschubgeschw<strong>in</strong>digkeit<br />
zunimmt. Ist die Vorschubgeschw<strong>in</strong>digkeit konstant, führt e<strong>in</strong>e Vergrößerung<br />
<strong>des</strong> Fokusdurchmessers zu e<strong>in</strong>em größeren Ablösew<strong>in</strong>kel <strong>der</strong> Spritzer. E<strong>in</strong>e<br />
Erhöhung <strong>der</strong> <strong>Laser</strong>leistung wirkt dem entgegen und hat e<strong>in</strong>e Abnahme <strong>des</strong> Ablösew<strong>in</strong>kels<br />
<strong>der</strong> Spritzer bezüglich <strong>der</strong> Horizontalen zur Folge [63].<br />
Ablösew<strong>in</strong>kel <strong>der</strong> Spritzer <strong>in</strong> °<br />
70<br />
60<br />
50<br />
40<br />
30<br />
CrNi18-10<br />
chaotische<br />
chaotische<br />
Spritzerablösung<br />
Spritzerablösung<br />
P L ��<br />
d f ��<br />
20<br />
d f = 400 μm d f = 200 μm<br />
10<br />
P L = 6 kW P L = 4 kW<br />
0<br />
P L = 6 kW<br />
0 2 4 6 8 10 12<br />
Vorschubgeschw<strong>in</strong>digkeit <strong>in</strong> m/m<strong>in</strong><br />
Bild 5.11: Entwicklung <strong>des</strong> maximalen Ablösew<strong>in</strong>kels <strong>der</strong> Spritzer als Funktion von Vorschubgeschw<strong>in</strong>digkeit,<br />
Fokusdurchmesser und <strong>Laser</strong>leistung bei e<strong>in</strong>er Materialdicke<br />
von e = 8 mm (Fokuslage auf <strong>der</strong> Werkstückoberfläche bei senkrechtem<br />
Strahle<strong>in</strong>fall).<br />
Aufgrund <strong>der</strong> Analogie zwischen dem beschriebenen Verhalten <strong>der</strong> Spritzerablösung<br />
und <strong>der</strong> Kapillarneigung aus Kapitel 3 lässt sich <strong>der</strong> formelle Zusammenhang aus<br />
Gleichung (3.5) nach<br />
2<br />
v v � d f<br />
� � � 0 ~ ~<br />
(5.1)<br />
I P<br />
0<br />
übertragen, wobei � den maximalen Ablösew<strong>in</strong>kel <strong>der</strong> Spritzer beschreibt. Vor diesem<br />
H<strong>in</strong>tergrund stellt sich die Frage, <strong>in</strong> welchem Zusammenhang die beiden W<strong>in</strong>kelgrößen<br />
stehen. Zunächst hat Kapitel 3 gezeigt, dass sowohl bei e<strong>in</strong>er Durchschweißung<br />
als auch bei e<strong>in</strong>er E<strong>in</strong>schweißung (Fläche im oberen Kapillarbereich, die direkt vom<br />
e<strong>in</strong>fallenden <strong>Laser</strong>strahl bestrahlt wird) die Neigung <strong>der</strong> Kapillarfront gleich groß ist.<br />
Daher ist <strong>in</strong> Bild 5.12 <strong>der</strong> Ablösew<strong>in</strong>kel <strong>der</strong> Spritzer � als Funktion <strong>der</strong> koaxial gemessenen<br />
Kapillarneigung � dargestellt. Die Gegenüberstellung verdeutlicht, dass unabhängig<br />
von den relevanten Prozessparametern (Vorschubgeschw<strong>in</strong>digkeit, <strong>Laser</strong>leis-<br />
L







