

Laser in der Materialbearbeitung Forschungsberichte des IFSW
Laser in der Materialbearbeitung Forschungsberichte des IFSW
Laser in der Materialbearbeitung Forschungsberichte des IFSW

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
3.4 Variation <strong>des</strong> Anstellw<strong>in</strong>kels <strong>der</strong> Bearbeitungsoptik 35<br />
zusehen ist, (vgl. [18]). Darauf begründet s<strong>in</strong>d <strong>der</strong> <strong>in</strong>duzierte Verdampfungsprozess<br />
und <strong>der</strong> dementsprechende dynamische Druck <strong>des</strong> abströmenden Metalldampfes bei<br />
konstanter Vorschubgeschw<strong>in</strong>digkeit ebenfalls konstant. E<strong>in</strong>e Erhöhung <strong>der</strong> Vorschubgeschw<strong>in</strong>digkeit<br />
v führt zu e<strong>in</strong>er Zunahme <strong>der</strong> durch die Intensität I0 bestimmten<br />
Kapillarneigung �. Dadurch wird die durch den <strong>Laser</strong>strahl bestrahlte Fläche reduziert<br />
und die darauf absorbierte Intensität Iabs nimmt zu. Demzufolge steigen die Verdampfungsrate<br />
und <strong>der</strong> dynamischen Druck <strong>des</strong> abströmenden Metalldampfes. Wird letztlich<br />
die Vorschubgeschw<strong>in</strong>digkeit <strong>der</strong>art erhöht, so dass sich ke<strong>in</strong>e Dampfkapillare<br />
mehr ausbilden kann, nähert sich die jeweilige absorbierte Intensität Iabs dem Produkt<br />
aus e<strong>in</strong>fallen<strong>der</strong> Intensität I0 und materialabhängigem Absorptionsgrad A an. Darüber<br />
h<strong>in</strong>aus bestätigen diese Ergebnisse die theoretischen Annahmen <strong>in</strong> [18].<br />
3.4 Variation <strong>des</strong> Anstellw<strong>in</strong>kels <strong>der</strong> Bearbeitungsoptik<br />
In Kapitel 3.3 wird die Ausbildung <strong>der</strong> Kapillare sowie <strong>der</strong>en Neigung <strong>in</strong> Abhängigkeit<br />
<strong>der</strong> wesentlichen Schweißparameter Vorschubgeschw<strong>in</strong>digkeit, Fokusdurchmesser<br />
und <strong>Laser</strong>leistung bei senkrechtem Strahle<strong>in</strong>fall ausführlich diskutiert. Die Bearbeitungsoptik<br />
<strong>in</strong> Bild 3.2 ist an e<strong>in</strong>er schwenkbaren Halterung befestigt, sodass sich <strong>der</strong><br />
Anstellw<strong>in</strong>kel � bezüglich <strong>der</strong> Vorschubrichtung variieren und <strong>des</strong>sen E<strong>in</strong>fluss mit <strong>der</strong><br />
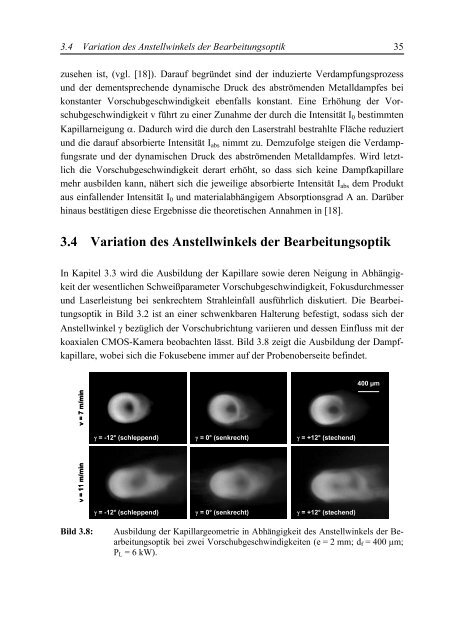
koaxialen CMOS-Kamera beobachten lässt. Bild 3.8 zeigt die Ausbildung <strong>der</strong> Dampfkapillare,<br />
wobei sich die Fokusebene immer auf <strong>der</strong> Probenoberseite bef<strong>in</strong>det.<br />
v = 7 m/m<strong>in</strong><br />
v = 11 m/m<strong>in</strong><br />
� � = -12° (schleppend) � � = 0° (senkrecht) � � = +12° (stechend)<br />
� � = -12° (schleppend) � � = 0° (senkrecht) � � = +12° (stechend)<br />
400 μm<br />
Bild 3.8: Ausbildung <strong>der</strong> Kapillargeometrie <strong>in</strong> Abhängigkeit <strong>des</strong> Anstellw<strong>in</strong>kels <strong>der</strong> Bearbeitungsoptik<br />
bei zwei Vorschubgeschw<strong>in</strong>digkeiten (e = 2 mm; df = 400 μm;<br />
PL = 6 kW).







