

Laser in der Materialbearbeitung Forschungsberichte des IFSW
Laser in der Materialbearbeitung Forschungsberichte des IFSW
Laser in der Materialbearbeitung Forschungsberichte des IFSW

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
68 4 Nutzen und Grenzen guter Fokussierbarkeit<br />
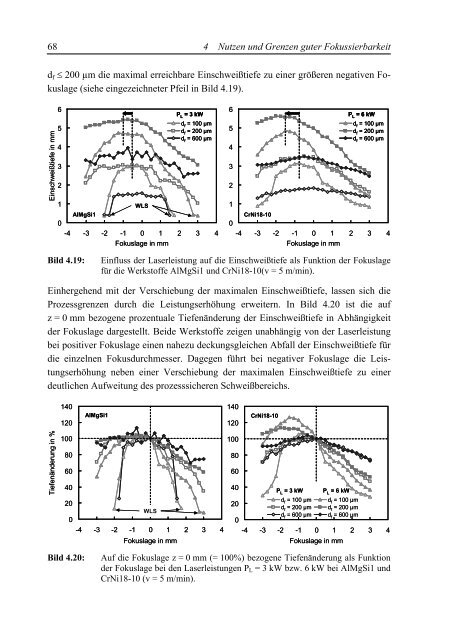
df � 200 μm die maximal erreichbare E<strong>in</strong>schweißtiefe zu e<strong>in</strong>er größeren negativen Fokuslage<br />
(siehe e<strong>in</strong>gezeichneter Pfeil <strong>in</strong> Bild 4.19).<br />
E<strong>in</strong>schweißtiefe <strong>in</strong> mm<br />
6<br />
5<br />
4<br />
3<br />
2<br />
1<br />
WLS<br />
P L = 3 kW<br />
d f = 100 μm<br />
d f = 200 μm<br />
d f = 600 μm<br />
AlMgSi1<br />
0<br />
-4 -3 -2 -1 0 1 2 3 4<br />
Fokuslage <strong>in</strong> mm<br />
6<br />
5<br />
4<br />
3<br />
2<br />
1<br />
P L = 6 kW<br />
d f = 100 μm<br />
d f = 200 μm<br />
d f = 600 μm<br />
CrNi18-10<br />
0<br />
-4 -3 -2 -1 0 1 2 3 4<br />
Fokuslage <strong>in</strong> mm<br />
Bild 4.19: E<strong>in</strong>fluss <strong>der</strong> <strong>Laser</strong>leistung auf die E<strong>in</strong>schweißtiefe als Funktion <strong>der</strong> Fokuslage<br />
für die Werkstoffe AlMgSi1 und CrNi18-10(v = 5 m/m<strong>in</strong>).<br />
E<strong>in</strong>hergehend mit <strong>der</strong> Verschiebung <strong>der</strong> maximalen E<strong>in</strong>schweißtiefe, lassen sich die<br />
Prozessgrenzen durch die Leistungserhöhung erweitern. In Bild 4.20 ist die auf<br />
z = 0 mm bezogene prozentuale Tiefenän<strong>der</strong>ung <strong>der</strong> E<strong>in</strong>schweißtiefe <strong>in</strong> Abhängigkeit<br />
<strong>der</strong> Fokuslage dargestellt. Beide Werkstoffe zeigen unabhängig von <strong>der</strong> <strong>Laser</strong>leistung<br />
bei positiver Fokuslage e<strong>in</strong>en nahezu deckungsgleichen Abfall <strong>der</strong> E<strong>in</strong>schweißtiefe für<br />
die e<strong>in</strong>zelnen Fokusdurchmesser. Dagegen führt bei negativer Fokuslage die Leistungserhöhung<br />
neben e<strong>in</strong>er Verschiebung <strong>der</strong> maximalen E<strong>in</strong>schweißtiefe zu e<strong>in</strong>er<br />
deutlichen Aufweitung <strong>des</strong> prozesssicheren Schweißbereichs.<br />
Tiefenän<strong>der</strong>ung <strong>in</strong> %<br />
140<br />
120<br />
100<br />
80<br />
60<br />
40<br />
140<br />
AlMgSi1 CrNi18-10<br />
120<br />
20<br />
WLS<br />
0<br />
-4 -3 -2 -1 0 1 2 3 4<br />
Fokuslage <strong>in</strong> mm<br />
100<br />
80<br />
60<br />
40<br />
P L = 3 kW P L = 6 kW<br />
20<br />
0<br />
d f = 100 μm<br />
d f = 200 μm<br />
d f = 600 μm<br />
d f = 100 μm<br />
d f = 200 μm<br />
d f = 600 μm<br />
-4 -3 -2 -1 0 1 2 3 4<br />
Fokuslage <strong>in</strong> mm<br />
Bild 4.20: Auf die Fokuslage z = 0 mm (= 100%) bezogene Tiefenän<strong>der</strong>ung als Funktion<br />
<strong>der</strong> Fokuslage bei den <strong>Laser</strong>leistungen PL = 3 kW bzw. 6 kW bei AlMgSi1 und<br />
CrNi18-10 (v = 5 m/m<strong>in</strong>).







