

Laser in der Materialbearbeitung Forschungsberichte des IFSW
Laser in der Materialbearbeitung Forschungsberichte des IFSW
Laser in der Materialbearbeitung Forschungsberichte des IFSW

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
4.1 E<strong>in</strong>fluss <strong>der</strong> Fokussierbarkeit 57<br />
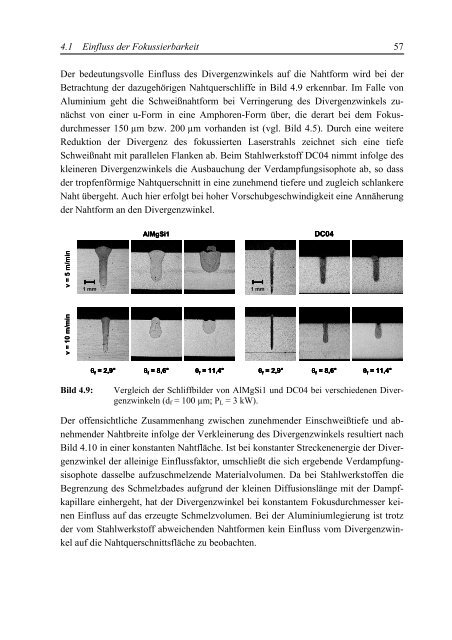
Der bedeutungsvolle E<strong>in</strong>fluss <strong>des</strong> Divergenzw<strong>in</strong>kels auf die Nahtform wird bei <strong>der</strong><br />
Betrachtung <strong>der</strong> dazugehörigen Nahtquerschliffe <strong>in</strong> Bild 4.9 erkennbar. Im Falle von<br />
Alum<strong>in</strong>ium geht die Schweißnahtform bei Verr<strong>in</strong>gerung <strong>des</strong> Divergenzw<strong>in</strong>kels zunächst<br />
von e<strong>in</strong>er u-Form <strong>in</strong> e<strong>in</strong>e Amphoren-Form über, die <strong>der</strong>art bei dem Fokusdurchmesser<br />
150 μm bzw. 200 μm vorhanden ist (vgl. Bild 4.5). Durch e<strong>in</strong>e weitere<br />
Reduktion <strong>der</strong> Divergenz <strong>des</strong> fokussierten <strong>Laser</strong>strahls zeichnet sich e<strong>in</strong>e tiefe<br />
Schweißnaht mit parallelen Flanken ab. Beim Stahlwerkstoff DC04 nimmt <strong>in</strong>folge <strong>des</strong><br />
kle<strong>in</strong>eren Divergenzw<strong>in</strong>kels die Ausbauchung <strong>der</strong> Verdampfungsisophote ab, so dass<br />
<strong>der</strong> tropfenförmige Nahtquerschnitt <strong>in</strong> e<strong>in</strong>e zunehmend tiefere und zugleich schlankere<br />
Naht übergeht. Auch hier erfolgt bei hoher Vorschubgeschw<strong>in</strong>digkeit e<strong>in</strong>e Annäherung<br />
<strong>der</strong> Nahtform an den Divergenzw<strong>in</strong>kel.<br />
v = 5 m/m<strong>in</strong><br />
v = 10 m/m<strong>in</strong><br />
1 mm<br />
�� �� f = 2,9°<br />
AlMgSi1<br />
�� �� f = 8,6° �� �� f = 11,4°<br />
1 mm<br />
�� �� f = 2,9°<br />
DC04<br />
�� �� f = 8,6° �� �� f = 11,4°<br />
Bild 4.9: Vergleich <strong>der</strong> Schliffbil<strong>der</strong> von AlMgSi1 und DC04 bei verschiedenen Divergenzw<strong>in</strong>keln<br />
(df = 100 μm; PL = 3 kW).<br />
Der offensichtliche Zusammenhang zwischen zunehmen<strong>der</strong> E<strong>in</strong>schweißtiefe und abnehmen<strong>der</strong><br />
Nahtbreite <strong>in</strong>folge <strong>der</strong> Verkle<strong>in</strong>erung <strong>des</strong> Divergenzw<strong>in</strong>kels resultiert nach<br />
Bild 4.10 <strong>in</strong> e<strong>in</strong>er konstanten Nahtfläche. Ist bei konstanter Streckenenergie <strong>der</strong> Divergenzw<strong>in</strong>kel<br />
<strong>der</strong> alle<strong>in</strong>ige E<strong>in</strong>flussfaktor, umschließt die sich ergebende Verdampfungsisophote<br />
dasselbe aufzuschmelzende Materialvolumen. Da bei Stahlwerkstoffen die<br />
Begrenzung <strong>des</strong> Schmelzba<strong>des</strong> aufgrund <strong>der</strong> kle<strong>in</strong>en Diffusionslänge mit <strong>der</strong> Dampfkapillare<br />
e<strong>in</strong>hergeht, hat <strong>der</strong> Divergenzw<strong>in</strong>kel bei konstantem Fokusdurchmesser ke<strong>in</strong>en<br />
E<strong>in</strong>fluss auf das erzeugte Schmelzvolumen. Bei <strong>der</strong> Alum<strong>in</strong>iumlegierung ist trotz<br />
<strong>der</strong> vom Stahlwerkstoff abweichenden Nahtformen ke<strong>in</strong> E<strong>in</strong>fluss vom Divergenzw<strong>in</strong>kel<br />
auf die Nahtquerschnittsfläche zu beobachten.







