

RCGI V31 N63

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
PRODUCCIÓN DE BIOETANOL A PARTIR DE HARINA DE RAMÓN BROSIMUM ALICASTRUM SW.<br />
promedio, 95.5 kilogramos de semilla por año, con un<br />
contenido de 61% de almidón (Hernandez-Gonzalez,<br />
Vergara-Yoisura, & Larque-Saavedra, 2014; Barquera B.,<br />
2013), convirtiéndola en una especie promisoria para la<br />
producción de bioetanol. Por lo cual, el presente trabajo está<br />
encaminado a evaluar diferentes pretratamientos en la harina<br />
de semillas de ramón, que permitan mejorar la actividad<br />
enzimática y con ello el rendimiento de etanol.<br />
MATERIAL Y MÉTODOS<br />
En este estudio se utilizó harina de semillas de ramón. Para<br />
conocer el estado inicial de la materia prima se estudió su<br />
estructura mediante microscopía electrónica de barrido<br />
(MEB) y se determinaron los azúcares reductores (ARD)<br />
mediante el método de Miller (Miller, 1959).<br />
Se evaluaron 3 tratamientos, para lo cual se prepararon 3<br />
suspensiones de 100 ml al 20% (p/v) de harina para cada<br />
tratamiento. Para el tratamiento 1 (Presión y temperatura) se<br />
calentaron las muestras a 121 °C durante 15 minutos, a una<br />
presión constante de 0.1 MPa en un equipo de esterilización.<br />
Para el tratamiento 2 (Temperatura) las muestras se<br />
calentaron a 90 °C durante 30 minutos en un baño<br />
recirculador a 20 rpm. Para el tratamiento 3 (Ultrasonido) las<br />
muestras se colocaron en un baño ultrasónico a 70 Watts de<br />
potencia durante una hora.<br />
Terminados los tratamientos las muestras fueron hidrolizadas<br />
en dos fases: licuefacción y sacarificación. En la licuefacción<br />
se utilizaron 0.075 unidades de enzima α-amilasa A-7595<br />
por gramo de almidón en la harina, incubando en un baño<br />
recirculador a 85 °C por 1 hora a un pH 6 (Barquera B.,<br />
2013), con agitación de 25 rpm. Para la sacarificación las<br />
muestras se ajustaron a pH 4.5, se adicionaron 0.36 U/g de<br />
enzima amiloglucosidasa A-7095; y se incubó a 60 °C por 24<br />
h (Barquera B., 2013) en un equipo de agitación orbital a 100<br />
rpm. Al término de la hidrólisis se realizaron pruebas de<br />
ARD para determinar el mejor tratamiento mediante un<br />
análisis de varianza, utilizando el software SPSS 16 ©. De<br />
igual forma se realizaron análisis MEB para observar el<br />
efecto sobre la estructura de la harina.<br />
RESULTADOS Y DISCUSIÓN<br />
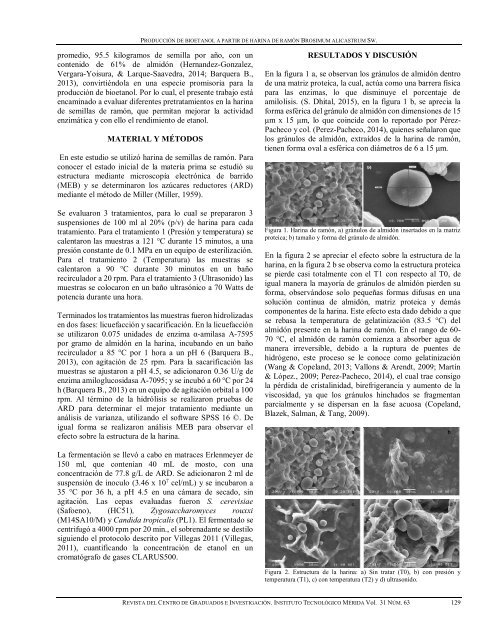
En la figura 1 a, se observan los gránulos de almidón dentro<br />
de una matriz proteíca, la cual, actúa como una barrera física<br />
para las enzimas, lo que disminuye el porcentaje de<br />
amilolisis. (S. Dhital, 2015), en la figura 1 b, se aprecia la<br />
forma esférica del gránulo de almidón con dimensiones de 15<br />
μm x 15 μm, lo que coincide con lo reportado por Pérez-<br />
Pacheco y col. (Perez-Pacheco, 2014), quienes señalaron que<br />
los gránulos de almidón, extraídos de la harina de ramón,<br />
tienen forma oval a esférica con diámetros de 6 a 15 μm.<br />
Figura 1. Harina de ramón, a) gránulos de almidón insertados en la matriz<br />
proteica; b) tamaño y forma del gránulo de almidón.<br />
En la figura 2 se apreciar el efecto sobre la estructura de la<br />
harina, en la figura 2 b se observa como la estructura proteica<br />
se pierde casi totalmente con el T1 con respecto al T0, de<br />
igual manera la mayoría de gránulos de almidón pierden su<br />
forma, observándose solo pequeñas formas difusas en una<br />
solución continua de almidón, matriz proteica y demás<br />
componentes de la harina. Este efecto esta dado debido a que<br />
se rebasa la temperatura de gelatinización (83.5 °C) del<br />
almidón presente en la harina de ramón. En el rango de 60-<br />
70 °C, el almidón de ramón comienza a absorber agua de<br />
manera irreversible, debido a la ruptura de puentes de<br />
hidrógeno, este proceso se le conoce como gelatinización<br />
(Wang & Copeland, 2013; Vallons & Arendt, 2009; Martín<br />
& López., 2009; Perez-Pacheco, 2014), el cual trae consigo<br />
la pérdida de cristalinidad, birefrigerancia y aumento de la<br />
viscosidad, ya que los gránulos hinchados se fragmentan<br />
parcialmente y se dispersan en la fase acuosa (Copeland,<br />
Blazek, Salman, & Tang, 2009).<br />
La fermentación se llevó a cabo en matraces Erlenmeyer de<br />
150 ml, que contenían 40 mL de mosto, con una<br />
concentración de 77.8 g/L de ARD. Se adicionaron 2 ml de<br />
suspensión de inoculo (3.46 x 10 7 cel/mL) y se incubaron a<br />
35 °C por 36 h, a pH 4.5 en una cámara de secado, sin<br />
agitación. Las cepas evaluadas fueron S. cerevisiae<br />
(Safoeno), (HC51), Zygosaccharomyces rouxxi<br />
(M14SA10/M) y Candida tropicalis (PL1). El fermentado se<br />
centrifugó a 4000 rpm por 20 min., el sobrenadante se destilo<br />
siguiendo el protocolo descrito por Villegas 2011 (Villegas,<br />
2011), cuantificando la concentración de etanol en un<br />
cromatógrafo de gases CLARUS500.<br />
Figura 2. Estructura de la harina: a) Sin tratar (T0), b) con presión y<br />
temperatura (T1), c) con temperatura (T2) y d) ultrasonido.<br />
REVISTA DEL CENTRO DE GRADUADOS E INVESTIGACIÓN. INSTITUTO TECNOLÓGICO MÉRIDA Vol. 31 NÚM. 63 129














