Identification des mécanismes de fissuration dans un alliage d ...
Identification des mécanismes de fissuration dans un alliage d ...
Identification des mécanismes de fissuration dans un alliage d ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
60 Métho<strong><strong>de</strong>s</strong> et Techniques expérimentales<br />
2.3.1 Principe et mise en oeuvre<br />
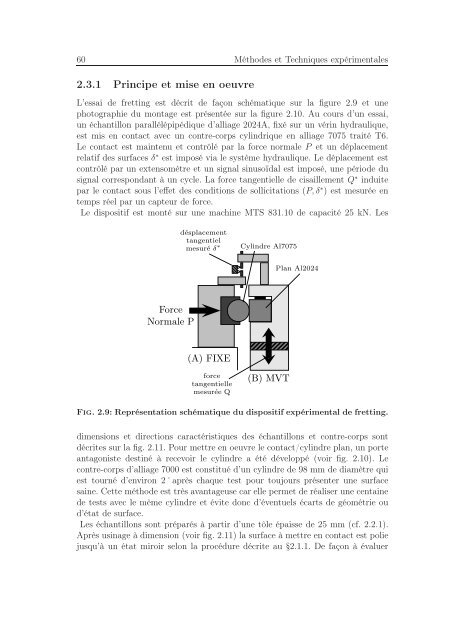
L’essai <strong>de</strong> fretting est décrit <strong>de</strong> façon schématique sur la figure 2.9 et <strong>un</strong>e<br />
photographie du montage est présentée sur la figure 2.10. Au cours d’<strong>un</strong> essai,<br />
<strong>un</strong> échantillon parallélépipédique d’<strong>alliage</strong> 2024A, fixé sur <strong>un</strong> vérin hydraulique,<br />
est mis en contact avec <strong>un</strong> contre-corps cylindrique en <strong>alliage</strong> 7075 traité T6.<br />
Le contact est maintenu et contrôlé par la force normale P et <strong>un</strong> déplacement<br />
relatif <strong><strong>de</strong>s</strong> surfaces δ ∗ est imposé via le système hydraulique. Le déplacement est<br />
contrôlé par <strong>un</strong> extensomètre et <strong>un</strong> signal sinusoïdal est imposé, <strong>un</strong>e pério<strong>de</strong> du<br />
signal correspondant à <strong>un</strong> cycle. La force tangentielle <strong>de</strong> cisaillement Q ∗ induite<br />
par le contact sous l’effet <strong><strong>de</strong>s</strong> conditions <strong>de</strong> sollicitations (P, δ ∗ ) est mesurée en<br />
temps réel par <strong>un</strong> capteur <strong>de</strong> force.<br />
Le dispositif est monté sur <strong>un</strong>e machine MTS 831.10 <strong>de</strong> capacité 25 kN. Les<br />
désplacement<br />
tangentiel<br />
mesuré δ ∗<br />
Cylindre Al7075<br />
Plan Al2024<br />
Force<br />
Normale P<br />
(A) FIXE<br />
force<br />
tangentielle<br />
mesurée Q<br />
(B) MVT<br />
Fig. 2.9: Représentation schématique du dispositif expérimental <strong>de</strong> fretting.<br />
dimensions et directions caractéristiques <strong><strong>de</strong>s</strong> échantillons et contre-corps sont<br />
décrites sur la fig. 2.11. Pour mettre en oeuvre le contact/cylindre plan, <strong>un</strong> porte<br />
antagoniste <strong><strong>de</strong>s</strong>tiné à recevoir le cylindre a été développé (voir fig. 2.10). Le<br />
contre-corps d’<strong>alliage</strong> 7000 est constitué d’<strong>un</strong> cylindre <strong>de</strong> 98 mm <strong>de</strong> diamètre qui<br />
est tourné d’environ 2˚après chaque test pour toujours présenter <strong>un</strong>e surface<br />
saine. Cette métho<strong>de</strong> est très avantageuse car elle permet <strong>de</strong> réaliser <strong>un</strong>e centaine<br />
<strong>de</strong> tests avec le même cylindre et évite donc d’éventuels écarts <strong>de</strong> géométrie ou<br />
d’état <strong>de</strong> surface.<br />
Les échantillons sont préparés à partir d’<strong>un</strong>e tôle épaisse <strong>de</strong> 25 mm (cf. 2.2.1).<br />
Après usinage à dimension (voir fig. 2.11) la surface à mettre en contact est polie<br />
jusqu’à <strong>un</strong> état miroir selon la procédure décrite au §2.1.1. De façon à évaluer