TEHNIÄKO-TEHNOLOÅ KI I EKONOMSKI POKAZATELJI ...
TEHNIÄKO-TEHNOLOÅ KI I EKONOMSKI POKAZATELJI ...
TEHNIÄKO-TEHNOLOÅ KI I EKONOMSKI POKAZATELJI ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
3.10. Teoretske osnove izvodljivosti obnavaljanja venca navarivanjem,<br />
EPP postupak<br />
Opšte o EPP postupku varenja-navarivanja<br />
Zavarivanje pod praškom (EPP) je postupak zavarivanja poznat još od 1929. godine i jedan<br />
je od prvih automatizovanih postupka zavarivanja. Potrošnja dodatnih materijala za EPP<br />
postupak, u Evropi, 1974. godine je iznosila 8 % potrošnje svih dodatnih materijala, a 2002.<br />
godine taj procenat je pao na 6 % zbog povećane upotrebe žica za zavarivanje u zaštiti gasa,<br />
koja se počela sve više upotrebljavati u automatizovanim i robotizovanim postupcima<br />
zavarivanja. U godinama do 2010 godine, udeo zavarivanja pod praškom je porastao na<br />
19,5 %. Uzrok tome je bilo povećanje upotrebe EPP postupka kod navarivanja (u<br />
kombinacijama sa žicama, trakama i punjenima žicama) i povećana upotreba kod<br />
zavarivanja cevi.<br />
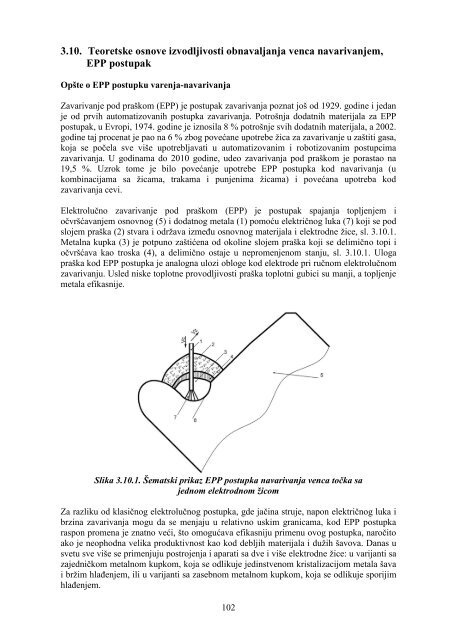
Elektrolučno zavarivanje pod praškom (EPP) je postupak spajanja topljenjem i<br />
očvršćavanjem osnovnog (5) i dodatnog metala (1) pomoću električnog luka (7) koji se pod<br />
slojem praška (2) stvara i održava između osnovnog materijala i elektrodne žice, sl. 3.10.1.<br />
Metalna kupka (3) je potpuno zaštićena od okoline slojem praška koji se delimično topi i<br />
očvršćava kao troska (4), a delimično ostaje u nepromenjenom stanju, sl. 3.10.1. Uloga<br />
praška kod EPP postupka je analogna ulozi obloge kod elektrode pri ručnom elektrolučnom<br />
zavarivanju. Usled niske toplotne provodljivosti praška toplotni gubici su manji, a topljenje<br />
metala efikasnije.<br />
Slika 3.10.1. Šematski prikaz EPP postupka navarivanja venca točka sa<br />
jednom elektrodnom žicom<br />
Za razliku od klasičnog elektrolučnog postupka, gde jačina struje, napon električnog luka i<br />
brzina zavarivanja mogu da se menjaju u relativno uskim granicama, kod EPP postupka<br />
raspon promena je znatno veći, što omogućava efikasniju primenu ovog postupka, naročito<br />
ako je neophodna velika produktivnost kao kod debljih materijala i dužih šavova. Danas u<br />
svetu sve više se primenjuju postrojenja i aparati sa dve i više elektrodne žice: u varijanti sa<br />
zajedničkom metalnom kupkom, koja se odlikuje jedinstvenom kristalizacijom metala šava<br />
i bržim hlađenjem, ili u varijanti sa zasebnom metalnom kupkom, koja se odlikuje sporijim<br />
hlađenjem.<br />
102