- Page 1 and 2:
UNIVERZITET U NOVOM SADU TEHNIČKI
- Page 3 and 4:
Važna napomena Vаžnа nаpomenа
- Page 5 and 6:
University of Novi Sad ACIMSI Key w
- Page 7 and 8:
Accepted on Scientific Board on: AS
- Page 9 and 10:
Abstract Doctoral dissertation incl
- Page 11 and 12:
Izražavam veliku zahvalnost mentor
- Page 13 and 14:
3.5.Ekonomska opravdanost obnavljnj
- Page 15 and 16:
7. REZULTATI SOPSTVENIH EKSPERIMENT
- Page 17 and 18:
1. UVOD Ova doktorska disertacija p
- Page 19 and 20:
Bibik, G. A, Proizvodstvo železnod
- Page 21 and 22:
dodatnog materijala, žice A 106 i
- Page 23 and 24:
2.2. Predmet istraživanja Dominant
- Page 25 and 26:
pouzdanost pri eksploataciji na brz
- Page 27 and 28:
Slika 2.5.2. Nazivni prečnik točk
- Page 29 and 30:
Vreme eksploatacije navarenog monob
- Page 31 and 32:
3. TEORETSKA ISTRAŽIVANJA Troškov
- Page 33 and 34:
3.1.1.3. Razaranje Razaranje (pucan
- Page 35 and 36:
3.2.Monoblok točak Monoblok točak
- Page 37 and 38:
Slika 3.2.1.2. Monoblok točkovi Ø
- Page 39 and 40:
Slika 3.2.2.1. Značaj simbola obli
- Page 41 and 42:
U prethodno navedenim uslovima važ
- Page 43 and 44:
Mehanička obrada monoblok točka j
- Page 45 and 46:
Tako su pored date funkcije profila
- Page 47 and 48:
Tokom eksploatacije šinskih vozila
- Page 49 and 50:
a) b) Slika 3.2.7.1.2. Tačke dodir
- Page 51 and 52:
8. Ugao nagiba osovinskog sklopa pr
- Page 53 and 54:
3.2.7.2.2. Habanje venca točka pri
- Page 55 and 56:
Slika 3.2.7.2.5.r funkcija pri razl
- Page 57 and 58:
Slika 3.2.7.2.8. Položaj tačke do
- Page 59 and 60:
3.2.7.2.4. Uticaj geometrije dodira
- Page 61 and 62:
Rezultujuća bočna reakcija ove dv
- Page 63 and 64:
kvaliteta ER7 u međunarodnim saobr
- Page 65 and 66:
tehnološkim postupkom kovanjem bez
- Page 67 and 68:
6 - Valjanje venaca točka na valja
- Page 69 and 70:
profilisanja celokupne površine kr
- Page 71 and 72:
saznanja o tehnikama i tehnologijam
- Page 73 and 74:
3.6.1. Hemijska analiza Uzorkovanje
- Page 75 and 76:
Slika 3.6.3.1. Položaj i mesto uzo
- Page 77 and 78:
Vrednosti žilavosti koje zadovolja
- Page 79 and 80:
Pored ovog ispitivanja, a za predme
- Page 81 and 82:
trajne čvrstoće. Postupak ispitiv
- Page 83 and 84:
Stepen čistoće dobiće se mikrogr
- Page 85 and 86:
3.6.8.2. Granice grešaka Venac mon
- Page 87 and 88:
3.7. Opšte o obnavljanju postupkom
- Page 89 and 90:
Kvalitet čelika Maksimalni udeo %
- Page 91 and 92:
3.7.5. Kostruktivna zavarljivost ma
- Page 93 and 94:
Proces nastajanja hladnih prslina u
- Page 95 and 96:
U predmetu istraživačkog rada din
- Page 97 and 98:
Na slici 3.9.1.1. kriva „I“ pri
- Page 99 and 100:
Nikl, gamogeni elemenat, povišava
- Page 101 and 102: Slika 3.9.3.4. Uticaj sadržaja mol
- Page 103 and 104: Prenos dodatnog materijala kod EPP
- Page 105 and 106: azni za legirane čelike. Po standa
- Page 107 and 108: cilindričnih delova. Navarivanje s
- Page 109 and 110: metoda sa razaranjem metala, posve
- Page 111 and 112: Konbinat „Viksa“ Rusija, Livnic
- Page 113 and 114: doktorske disertacije. Proces ekspe
- Page 115 and 116: Postupak dijagnostikovanja stanja s
- Page 117 and 118: UGRAĐENE NA II. OBRTNO POSTOLJE VA
- Page 119 and 120: MONOBLOK TOČKOVI, PREDMET EKSPERME
- Page 121 and 122: Slika 4.3.1.2.1. Geometrijski param
- Page 123 and 124: Naziv veličine Oznaka dužinske me
- Page 125 and 126: krajem oscilira pri rezonantnoj fre
- Page 127 and 128: tvrdoće dovodi do sporijeg habanja
- Page 129 and 130: Štetni elementi u materijalu monob
- Page 131 and 132: 4.3.1.5. Ultrazvučna defektoskopij
- Page 133 and 134: Na slici 4.3.1.5.2. prikazan je ult
- Page 135 and 136: Slika 4.3.1.5.4. Ispitivanje greša
- Page 137 and 138: Slika 4.3.1.5.9. Ehogram ultrazvuč
- Page 139 and 140: 4.3.1.6. Merenje zaostalih napona u
- Page 141 and 142: Izmerene vrednosti zaostalih napona
- Page 143 and 144: toplotne obrade uglavnom su precizi
- Page 145 and 146: % 22 - debljina venca na kome se vr
- Page 147 and 148: 4.4.2. Definisanje postupka navariv
- Page 149 and 150: Zaštitni materijal-prašak Zaštit
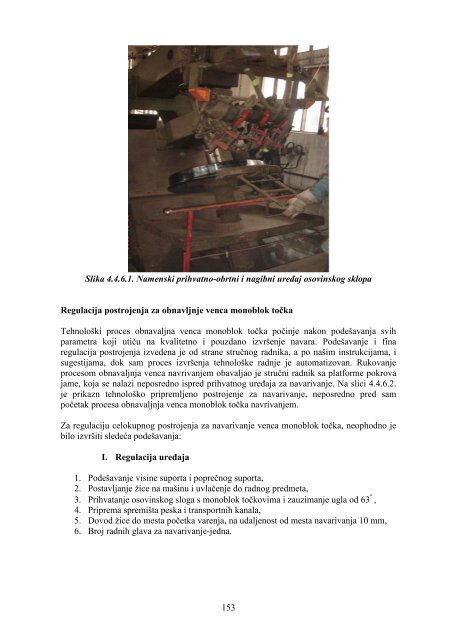
- Page 151: 4.4.5. Postrojenje za navarivanje v
- Page 155 and 156: Slika 4.4.7.1. Redosled nanošenja
- Page 157 and 158: Slika 4.4.7.4. Nanošenje završnog
- Page 159 and 160: Kriva 1 - Elektroda prečnika 3 mm;
- Page 161 and 162: Slika 4.4.8.1. Zaštitna troska: iz
- Page 163 and 164: 5. PRIMENJENA EKSPERIMIMENTALNA ISP
- Page 165 and 166: 6. REZULTATI SOPSTVENIH EKSPERIMENT
- Page 167 and 168: 6.2.1. Ispitivanje tvrdoće po popr
- Page 169 and 170: Slika 6.2.2.2. Mernje tvrdoće po p
- Page 171 and 172: Slika 6.3.2. Geometrijski oblik i d
- Page 173 and 174: Slika. 6.4.1. Položaj i mesto uzor
- Page 175 and 176: Svakako ogroman udeo u stvaranju za
- Page 177 and 178: Iz priloženih slika Baumanovog oti
- Page 179 and 180: Slika 6.6.2.3. Struktura mikroizbru
- Page 181 and 182: Slika 7.2.1. Merenje parametara pro
- Page 183 and 184: Za eksploatcioni proces istraživan
- Page 185 and 186: navarivanja venca točka. Takođe o
- Page 187 and 188: Slika 7.4.5. Ehogram ultrazvučne d
- Page 189 and 190: nakon navrivanja venca i te kako za
- Page 191 and 192: Tehnološko-dijagnostički postupak
- Page 193 and 194: Sa tehnološkog dijagrama toka odr
- Page 195 and 196: 3. Trošak zaštitnog praha T p =K
- Page 197 and 198: MODEL OPTIMIZACIJE EKSPLOATACIONOG
- Page 199 and 200: 10.2. Izbor pružne deonice i trans
- Page 201 and 202: Red. broj Faze istraživanja Termin
- Page 203 and 204:
DIJAGNOSTIČKI PARAMETRI TOČKA DIJ
- Page 205 and 206:
a) po ulasku vagona u radionicu pre
- Page 207 and 208:
Dozvoljena veličina Dozvoljena vel
- Page 209 and 210:
10.2. Rezultati ispitivanja površi
- Page 211 and 212:
Osovinski sklop 06584/85 06744/85 0
- Page 213 and 214:
merenja površinske tvrdoće profil
- Page 215 and 216:
Slika 10.4.4. Ehogram ultrazvučne
- Page 217 and 218:
10.4. Rezultati naponskog stanja u
- Page 219 and 220:
eksploatacionim opterećenjima (sta
- Page 221 and 222:
deformacija na mestu prekida epruve
- Page 223 and 224:
sledeću nečistoću u čeliku toč
- Page 225 and 226:
Prva godina, I kvartal q R =10,5÷1
- Page 227 and 228:
tvrdoća je neujednačena, odstupa
- Page 229 and 230:
11694/83 03 143 ±300 04 150 ±300
- Page 231 and 232:
Broj A N A L I Z A u % točka C Si
- Page 233 and 234:
Uzimajući u obzir dobijene rezulta
- Page 235 and 236:
45 -032 ±300 i eksploataciono 0674
- Page 237 and 238:
dizajna točka, težeći ka što ve
- Page 239 and 240:
imobilizacije voznog sredstva po ov
- Page 241 and 242:
Slika 11.4.6.2. Zatezna čvrstoća
- Page 243 and 244:
Slika 11.4.6.6. Ultrazvučna defekt
- Page 245 and 246:
Slika 11.4.6.10. Karakteristike mik
- Page 247 and 248:
unutrašnjih napona u vencu i obodu
- Page 249 and 250:
Uvažavajući pomenute fundamentaln
- Page 251 and 252:
Kako smo pomenuli u disertaciji, no
- Page 253 and 254:
željezničkog vagona serije „Rgs
- Page 255 and 256:
75. Jovanović, R., Upotreba MBT pr
- Page 257 and 258:
128. Rozman, V., Hudoklin, A., Han
- Page 259:
Biografija kandidata Mr Veljko Vuko