TEHNIÄKO-TEHNOLOÅ KI I EKONOMSKI POKAZATELJI ...
TEHNIÄKO-TEHNOLOÅ KI I EKONOMSKI POKAZATELJI ...
TEHNIÄKO-TEHNOLOÅ KI I EKONOMSKI POKAZATELJI ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
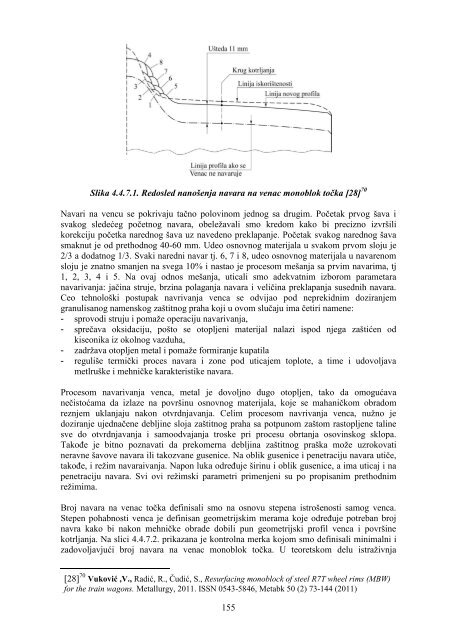
Slika 4.4.7.1. Redosled nanošenja navara na venac monoblok točka [28] 70<br />
Navari na vencu se pokrivaju tačno polovinom jednog sa drugim. Početak prvog šava i<br />
svakog sledećeg početnog navara, obeležavali smo kredom kako bi precizno izvršili<br />
korekciju početka narednog šava uz navedeno preklapanje. Početak svakog narednog šava<br />
smaknut je od prethodnog 40-60 mm. Udeo osnovnog materijala u svakom prvom sloju je<br />
2/3 a dodatnog 1/3. Svaki naredni navar tj. 6, 7 i 8, udeo osnovnog materijala u navarenom<br />
sloju je znatno smanjen na svega 10% i nastao je procesom mešanja sa prvim navarima, tj<br />
1, 2, 3, 4 i 5. Na ovaj odnos mešanja, uticali smo adekvatnim izborom parametara<br />
navarivanja: jačina struje, brzina polaganja navara i veličina preklapanja susednih navara.<br />
Ceo tehnološki postupak navrivanja venca se odvijao pod neprekidnim doziranjem<br />
granulisanog namenskog zaštitnog praha koji u ovom slučaju ima četiri namene:<br />
- sprovodi struju i pomaže operaciju navarivanja,<br />
- sprečava oksidaciju, pošto se otopljeni materijal nalazi ispod njega zaštićen od<br />
kiseonika iz okolnog vazduha,<br />
- zadržava otopljen metal i pomaže formiranje kupatila<br />
- reguliše termički proces navara i zone pod uticajem toplote, a time i udovoljava<br />
metlruške i mehničke karakteristike navara.<br />
Procesom navarivanja venca, metal je dovoljno dugo otopljen, tako da omogućava<br />
nečistoćama da izlaze na površinu osnovnog materijala, koje se mahaničkom obradom<br />
reznjem uklanjaju nakon otvrdnjavanja. Celim procesom navrivanja venca, nužno je<br />
doziranje ujednačene debljine sloja zaštitnog praha sa potpunom zaštom rastopljene taline<br />
sve do otvrdnjavanja i samoodvajanja troske pri procesu obrtanja osovinskog sklopa.<br />
Takođe je bitno poznavati da prekomerna debljina zaštitnog praška može uzrokovati<br />
neravne šavove navara ili takozvane gusenice. Na oblik gusenice i penetraciju navara utiče,<br />
takođe, i režim navaraivanja. Napon luka određuje širinu i oblik gusenice, a ima uticaj i na<br />
penetraciju navara. Svi ovi režimski parametri primenjeni su po propisanim prethodnim<br />
režimima.<br />
Broj navara na venac točka definisali smo na osnovu stepena istrošenosti samog venca.<br />
Stepen pohabnosti venca je definisan geometrijskim merama koje određuje potreban broj<br />
navra kako bi nakon mehničke obrade dobili pun geometrijski profil venca i površine<br />
kotrljanja. Na slici 4.4.7.2. prikazana je kontrolna merka kojom smo definisali minimalni i<br />
zadovoljavjući broj navara na venac monoblok točka. U teoretskom delu istraživnja<br />
[28] 70 Vuković ,V., Radić, R., Čudić, S., Resurfacing monoblock of steel R7T wheel rims (MBW)<br />
for the train wagons. Metallurgy, 2011. ISSN 0543-5846, Metabk 50 (2) 73-144 (2011)<br />
155