TEHNIÄKO-TEHNOLOÅ KI I EKONOMSKI POKAZATELJI ...
TEHNIÄKO-TEHNOLOÅ KI I EKONOMSKI POKAZATELJI ...
TEHNIÄKO-TEHNOLOÅ KI I EKONOMSKI POKAZATELJI ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
posvećivati nikakve naučno-istraživačke elemente koji bi uticali na promenljivost<br />
uravnoteženja.<br />
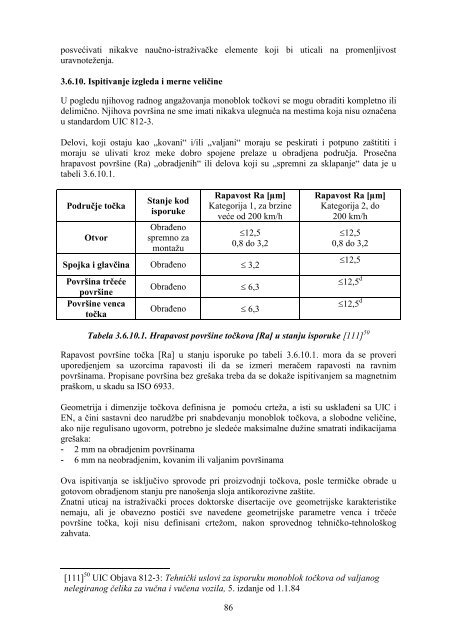
3.6.10. Ispitivanje izgleda i merne veličine<br />
U pogledu njihovog radnog angažovanja monoblok točkovi se mogu obraditi kompletno ili<br />
delimično. Njihova površina ne sme imati nikakva ulegnuća na mestima koja nisu označena<br />
u standardom UIC 812-3.<br />
Delovi, koji ostaju kao „kovani“ i/ili „valjani“ moraju se peskirati i potpuno zaštititi i<br />
moraju se ulivati kroz meke dobro spojene prelaze u obradjena područja. Prosečna<br />
hrapavost površine (Ra) „obradjenih“ ili delova koji su „spremni za sklapanje“ data je u<br />
tabeli 3.6.10.1.<br />
Područje točka<br />
Otvor<br />
Stanje kod<br />
isporuke<br />
Obrađeno<br />
spremno za<br />
montažu<br />
Rapavost Ra [µm]<br />
Kategorija 1, za brzine<br />
veće od 200 km/h<br />
12,5<br />
0,8 do 3,2<br />
Spojka i glavčina Obrađeno 3,2<br />
Površina trčeće<br />
površine<br />
Površine venca<br />
točka<br />
Obrađeno 6,3<br />
Obrađeno 6,3<br />
Rapavost Ra [µm]<br />
Kategorija 2, do<br />
200 km/h<br />
12,5<br />
0,8 do 3,2<br />
12,5<br />
12,5 d<br />
12,5 d<br />
Tabela 3.6.10.1. Hrapavost površine točkova [Ra] u stanju isporuke [111] 50<br />
Rapavost površine točka [Ra] u stanju isporuke po tabeli 3.6.10.1. mora da se proveri<br />
uporedjenjem sa uzorcima rapavosti ili da se izmeri meračem rapavosti na ravnim<br />
površinama. Propisane površina bez grešaka treba da se dokaže ispitivanjem sa magnetnim<br />
praškom, u skadu sa ISO 6933.<br />
Geometrija i dimenzije točkova definisna je pomoću crteža, a isti su usklađeni sa UIC i<br />
EN, a čini sastavni deo narudžbe pri snabdevanju monoblok točkova, a slobodne veličine,<br />
ako nije regulisano ugovorm, potrebno je sledeće maksimalne dužine smatrati indikacijama<br />
grešaka:<br />
- 2 mm na obradjenim površinama<br />
- 6 mm na neobradjenim, kovanim ili valjanim površinama<br />
Ova ispitivanja se isključivo sprovode pri proizvodnji točkova, posle termičke obrade u<br />
gotovom obradjenom stanju pre nanošenja sloja antikorozivne zaštite.<br />
Znatni uticaj na istraživački proces doktorske disertacije ove geometrijske karakteristike<br />
nemaju, ali je obavezno postići sve navedene geometrijske parametre venca i trčeće<br />
površine točka, koji nisu definisani crtežom, nakon sprovednog tehničko-tehnološkog<br />
zahvata.<br />
[111] 50 UIC Objava 812-3: Tehnički uslovi za isporuku monoblok točkova od valjanog<br />
nelegiranog čelika za vučna i vučena vozila, 5. izdanje od 1.1.84<br />
86