TEHNIÄKO-TEHNOLOÅ KI I EKONOMSKI POKAZATELJI ...
TEHNIÄKO-TEHNOLOÅ KI I EKONOMSKI POKAZATELJI ...
TEHNIÄKO-TEHNOLOÅ KI I EKONOMSKI POKAZATELJI ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
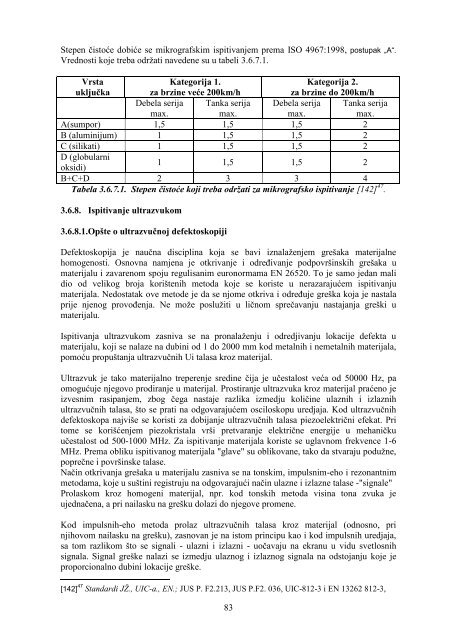
Stepen čistoće dobiće se mikrografskim ispitivanjem prema ISO 4967:1998, postupak „A“.<br />
Vrednosti koje treba održati navedene su u tabeli 3.6.7.1.<br />
Vrsta<br />
uključka<br />
Kategorija 1.<br />
za brzine veće 200km/h<br />
Kategorija 2.<br />
za brzine do 200km/h<br />
Debela serija<br />
max.<br />
Tanka serija<br />
max.<br />
Debela serija<br />
max.<br />
Tanka serija<br />
max.<br />
A(sumpor) 1,5 1,5 1,5 2<br />
B (aluminijum) 1 1,5 1,5 2<br />
C (silikati) 1 1,5 1,5 2<br />
D (globularni<br />
oksidi)<br />
1 1,5 1,5 2<br />
B+C+D 2 3 3 4<br />
Tabela 3.6.7.1. Stepen čistoće koji treba održati za mikrografsko ispitivanje [142] 47 .<br />
3.6.8. Ispitivanje ultrazvukom<br />
3.6.8.1.Opšte o ultrazvučnoj defektoskopiji<br />
Defektoskopija je naučna disciplina koja se bavi iznalaženjem grešaka materijalne<br />
homogenosti. Osnovna namjena je otkrivanje i određivanje podpovršinskih grešaka u<br />
materijalu i zavarenom spoju regulisanim euronormama EN 26520. To je samo jedan mali<br />
dio od velikog broja korištenih metoda koje se koriste u nerazarajućem ispitivanju<br />
materijala. Nedostatak ove metode je da se njome otkriva i određuje greška koja je nastala<br />
prije njenog provođenja. Ne može poslužiti u ličnom sprečavanju nastajanja greški u<br />
materijalu.<br />
Ispitivanja ultrazvukom zasniva se na pronalaženju i odredjivanju lokacije defekta u<br />
materijalu, koji se nalaze na dubini od 1 do 2000 mm kod metalnih i nemetalnih materijala,<br />
pomoću propuštanja ultrazvučnih Ui talasa kroz materijal.<br />
Ultrazvuk je tako materijalno treperenje sredine čija je učestalost veća od 50000 Hz, pa<br />
omogućuje njegovo prodiranje u materijal. Prostiranje ultrazvuka kroz materijal praćeno je<br />
izvesnim rasipanjem, zbog čega nastaje razlika izmedju količine ulaznih i izlaznih<br />
ultrazvučnih talasa, što se prati na odgovarajućem osciloskopu uredjaja. Kod ultrazvučnih<br />
defektoskopa najviše se koristi za dobijanje ultrazvučnih talasa piezoelektrični efekat. Pri<br />
tome se korišćenjem piezokristala vrši pretvaranje električne energije u mehaničku<br />
učestalost od 500-1000 MHz. Za ispitivanje materijala koriste se uglavnom frekvence 1-6<br />
MHz. Prema obliku ispitivanog materijala "glave" su oblikovane, tako da stvaraju podužne,<br />
poprečne i površinske talase.<br />
Način otkrivanja grešaka u materijalu zasniva se na tonskim, impulsnim-eho i rezonantnim<br />
metodama, koje u suštini registruju na odgovarajući način ulazne i izlazne talase -"signale"<br />
Prolaskom kroz homogeni materijal, npr. kod tonskih metoda visina tona zvuka je<br />
ujednačena, a pri nailasku na grešku dolazi do njegove promene.<br />
Kod impulsnih-eho metoda prolaz ultrazvučnih talasa kroz materijal (odnosno, pri<br />
njihovom nailasku na grešku), zasnovan je na istom principu kao i kod impulsnih uredjaja,<br />
sa tom razlikom što se signali - ulazni i izlazni - uočavaju na ekranu u vidu svetlosnih<br />
signala. Signal greške nalazi se izmedju ulaznog i izlaznog signala na odstojanju koje je<br />
proporcionalno dubini lokacije greške.<br />
[142] 47 Standardi JŽ., UIC-a., EN.; JUS P. F2.213, JUS P.F2. 036, UIC-812-3 i EN 13262 812-3,<br />
83