

View/Open - JUWEL - Forschungszentrum Jülich
View/Open - JUWEL - Forschungszentrum Jülich
View/Open - JUWEL - Forschungszentrum Jülich

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
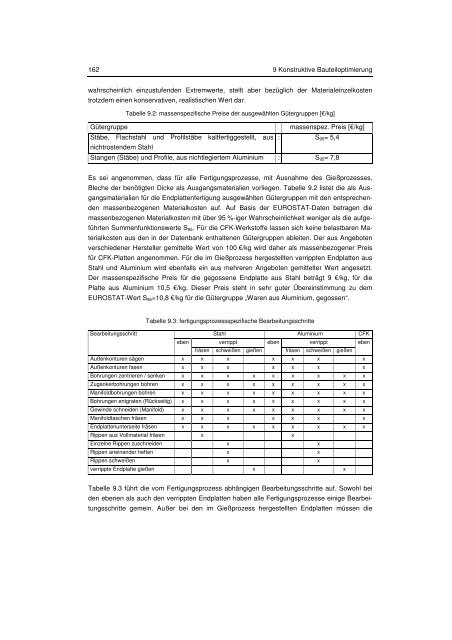
162 9 Konstruktive Bauteiloptimierung<br />
wahrscheinlich einzustufenden Extremwerte, stellt aber bezüglich der Materialeinzelkosten<br />
trotzdem einen konservativen, realistischen Wert dar.<br />
Tabelle 9.2: massenspezifische Preise der ausgewählten Gütergruppen [€/kg]<br />
Gütergruppe<br />
massenspez. Preis [€/kg]<br />
Stäbe, Flachstahl und Profilstäbe kaltfertiggestellt, aus : S 95 = 5,4<br />
nichtrostendem Stahl<br />
Stangen (Stäbe) und Profile, aus nichtlegiertem Aluminium : S 95 = 7,8<br />
Es sei angenommen, dass für alle Fertigungsprozesse, mit Ausnahme des Gießprozesses,<br />
Bleche der benötigten Dicke als Ausgangsmaterialien vorliegen. Tabelle 9.2 listet die als Ausgangsmaterialien<br />
für die Endplattenfertigung ausgewählten Gütergruppen mit den entsprechenden<br />
massenbezogenen Materialkosten auf. Auf Basis der EUROSTAT-Daten betragen die<br />
massenbezogenen Materialkosten mit über 95 %-iger Wahrscheinlichkeit weniger als die aufgeführten<br />
Summenfunktionswerte S 95 . Für die CFK-Werkstoffe lassen sich keine belastbaren Materialkosten<br />
aus den in der Datenbank enthaltenen Gütergruppen ableiten. Der aus Angeboten<br />
verschiedener Hersteller gemittelte Wert von 100 €/kg wird daher als massenbezogener Preis<br />
für CFK-Platten angenommen. Für die im Gießprozess hergestellten verrippten Endplatten aus<br />
Stahl und Aluminium wird ebenfalls ein aus mehreren Angeboten gemittelter Wert angesetzt.<br />
Der massenspezifische Preis für die gegossene Endplatte aus Stahl beträgt 9 €/kg, für die<br />
Platte aus Aluminium 10,5 €/kg. Dieser Preis steht in sehr guter Übereinstimmung zu dem<br />
EUROSTAT-Wert S 95 =10,8 €/kg für die Gütergruppe „Waren aus Aluminium, gegossen“.<br />
Tabelle 9.3: fertigungsprozessspezifische Bearbeitungsschritte<br />
Bearbeitungsschritt<br />
Stahl Aluminium CFK<br />
eben verrippt eben verrippt eben<br />
fräsen schweißen gießen fräsen schweißen gießen<br />
Außenkonturen sägen x x x x x x x<br />
Außenkonturen fasen x x x x x x x<br />
Bohrungen zentrieren / senken x x x x x x x x x<br />
Zugankerbohrungen bohren x x x x x x x x x<br />
Manifoldbohrungen bohren x x x x x x x x x<br />
Bohrungen entgraten (Rückseitig) x x x x x x x x x<br />
Gewinde schneiden (Manifold) x x x x x x x x x<br />
Manifoldtaschen fräsen x x x x x x x<br />
Endplattenunterseite fräsen x x x x x x x x x<br />
Rippen aus Vollmaterial fräsen x x<br />
Einzelne Rippen zuschneiden x x<br />
Rippen aneinander heften x x<br />
Rippen schweißen x x<br />
verrippte Endplatte gießen x x<br />
Tabelle 9.3 führt die vom Fertigungsprozess abhängigen Bearbeitungsschritte auf. Sowohl bei<br />
den ebenen als auch den verrippten Endplatten haben alle Fertigungsprozesse einige Bearbeitungsschritte<br />
gemein. Außer bei den im Gießprozess hergestellten Endplatten müssen die













