

View/Open - JUWEL - Forschungszentrum Jülich
View/Open - JUWEL - Forschungszentrum Jülich
View/Open - JUWEL - Forschungszentrum Jülich

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
164 9 Konstruktive Bauteiloptimierung<br />
einen Anhaltswert liefern. Sie orientieren sich an den durchschnittlichen Bearbeitungszeiten<br />
eines mittelständischen metallverarbeitenden Betriebs. Vereinfachend wird angenommen, dass<br />
die angesetzten Arbeitszeiten der Bearbeitungsschritte für alle Werkstoffe identisch sind.<br />
Ohne diese einzelnen Kostenstellen detaillierter aufzuschlüsseln, werden die in Tabelle 9.5 aufgeführten<br />
Stundensätze für die jeweiligen Fertigungsverfahren verwendet. Fertigungsgemeinkosten<br />
sind in den Stundensätzen bereits enthalten. Aufgrund des erhöhten Fertigungsaufwands<br />
bei der Bearbeitung des CFK-Werkstoffs wird ein um 10 % erhöhter Stundensatz beim<br />
Fräsen und Bohren angesetzt. Der Stundensatz für das MIG-Schweißen der Rippen ist für die<br />
beiden Werkstoffe Stahl und Aluminium gleich groß angenommen. Schweißzusatzkosten sind in<br />
dem Stundensatz entsprechend berücksichtigt.<br />
Tabelle 9.5: Stundensätze für die jeweiligen Fertigungsverfahren [€/h]<br />
Stundensatz [€/h]<br />
Quelle<br />
Sägen : 47 [112]<br />
Fräsen und Bohren : 50 [112, 113]<br />
Schweißen : 52 [114]<br />
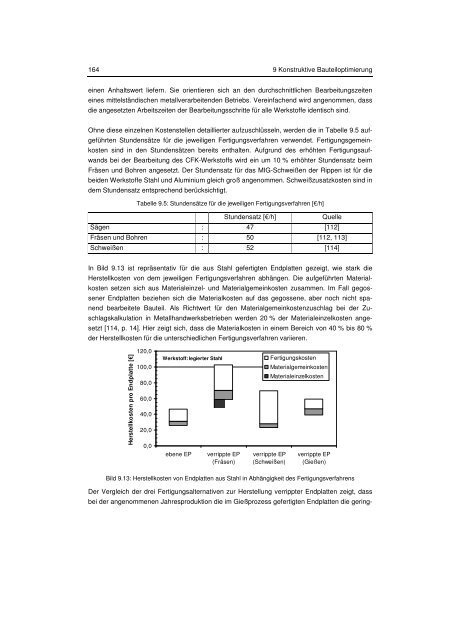
In Bild 9.13 ist repräsentativ für die aus Stahl gefertigten Endplatten gezeigt, wie stark die<br />
Herstellkosten von dem jeweiligen Fertigungsverfahren abhängen. Die aufgeführten Materialkosten<br />
setzen sich aus Materialeinzel- und Materialgemeinkosten zusammen. Im Fall gegossener<br />
Endplatten beziehen sich die Materialkosten auf das gegossene, aber noch nicht spanend<br />
bearbeitete Bauteil. Als Richtwert für den Materialgemeinkostenzuschlag bei der Zuschlagskalkulation<br />
in Metallhandwerksbetrieben werden 20 % der Materialeinzelkosten angesetzt<br />
[114, p. 14]. Hier zeigt sich, dass die Materialkosten in einem Bereich von 40 % bis 80 %<br />
der Herstellkosten für die unterschiedlichen Fertigungsverfahren variieren.<br />
Herstellkosten pro Endplatte [€]<br />
120,0<br />
100,0<br />
80,0<br />
60,0<br />
40,0<br />
20,0<br />
0,0<br />
Werkstoff: legierter Stahl<br />
ebene EP<br />
verrippte EP<br />
(Fräsen)<br />
verrippte EP<br />
(Schweißen)<br />
Fertigungskosten<br />
Materialgemeinkosten<br />
Materialeinzelkosten<br />
verrippte EP<br />
(Gießen)<br />
Bild 9.13: Herstellkosten von Endplatten aus Stahl in Abhängigkeit des Fertigungsverfahrens<br />
Der Vergleich der drei Fertigungsalternativen zur Herstellung verrippter Endplatten zeigt, dass<br />
bei der angenommenen Jahresproduktion die im Gießprozess gefertigten Endplatten die gering-













