

View/Open - JUWEL - Forschungszentrum Jülich
View/Open - JUWEL - Forschungszentrum Jülich
View/Open - JUWEL - Forschungszentrum Jülich

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
8 1 Einführung und Zielsetzung<br />
Katalysatorplätze blockieren oder sich in der Gasdiffusionsschicht anlagern und dort die hydrophilen<br />
und hydrophoben Eigenschaften verändern [22].<br />
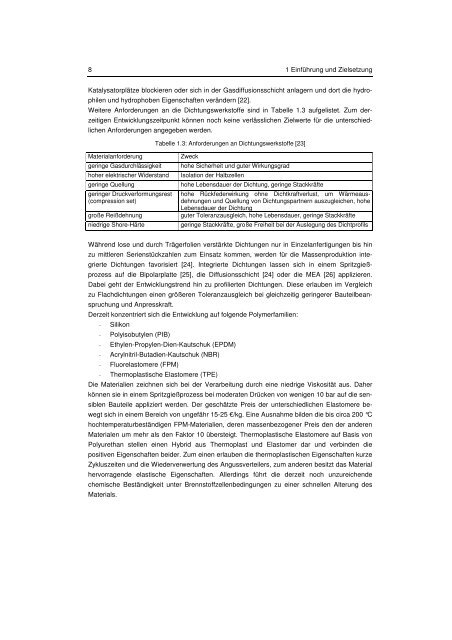
Weitere Anforderungen an die Dichtungswerkstoffe sind in Tabelle 1.3 aufgelistet. Zum derzeitigen<br />
Entwicklungszeitpunkt können noch keine verlässlichen Zielwerte für die unterschiedlichen<br />
Anforderungen angegeben werden.<br />
Tabelle 1.3: Anforderungen an Dichtungswerkstoffe [23]<br />
Materialanforderung<br />
geringe Gasdurchlässigkeit<br />
hoher elektrischer Widerstand<br />
geringe Quellung<br />
geringer Druckverformungsrest<br />
(compression set)<br />
große Reißdehnung<br />
niedrige Shore-Härte<br />
Zweck<br />
hohe Sicherheit und guter Wirkungsgrad<br />
Isolation der Halbzellen<br />
hohe Lebensdauer der Dichtung, geringe Stackkräfte<br />
hohe Rückfederwirkung ohne Dichtkraftverlust, um Wärmeausdehnungen<br />
und Quellung von Dichtungspartnern auszugleichen, hohe<br />
Lebensdauer der Dichtung<br />
guter Toleranzausgleich, hohe Lebensdauer, geringe Stackkräfte<br />
geringe Stackkräfte, große Freiheit bei der Auslegung des Dichtprofils<br />
Während lose und durch Trägerfolien verstärkte Dichtungen nur in Einzelanfertigungen bis hin<br />
zu mittleren Serienstückzahlen zum Einsatz kommen, werden für die Massenproduktion integrierte<br />
Dichtungen favorisiert [24]. Integrierte Dichtungen lassen sich in einem Spritzgießprozess<br />
auf die Bipolarplatte [25], die Diffusionsschicht [24] oder die MEA [26] applizieren.<br />
Dabei geht der Entwicklungstrend hin zu profilierten Dichtungen. Diese erlauben im Vergleich<br />
zu Flachdichtungen einen größeren Toleranzausgleich bei gleichzeitig geringerer Bauteilbeanspruchung<br />
und Anpresskraft.<br />
Derzeit konzentriert sich die Entwicklung auf folgende Polymerfamilien:<br />
- Silikon<br />
- Polyisobutylen (PIB)<br />
- Ethylen-Propylen-Dien-Kautschuk (EPDM)<br />
- Acrylnitril-Butadien-Kautschuk (NBR)<br />
- Fluorelastomere (FPM)<br />
- Thermoplastische Elastomere (TPE)<br />
Die Materialien zeichnen sich bei der Verarbeitung durch eine niedrige Viskosität aus. Daher<br />
können sie in einem Spritzgießprozess bei moderaten Drücken von wenigen 10 bar auf die sensiblen<br />
Bauteile appliziert werden. Der geschätzte Preis der unterschiedlichen Elastomere bewegt<br />
sich in einem Bereich von ungefähr 15-25 €/kg. Eine Ausnahme bilden die bis circa 200 °C<br />
hochtemperaturbeständigen FPM-Materialien, deren massenbezogener Preis den der anderen<br />
Materialen um mehr als den Faktor 10 übersteigt. Thermoplastische Elastomere auf Basis von<br />
Polyurethan stellen einen Hybrid aus Thermoplast und Elastomer dar und verbinden die<br />
positiven Eigenschaften beider. Zum einen erlauben die thermoplastischen Eigenschaften kurze<br />
Zykluszeiten und die Wiederverwertung des Angussverteilers, zum anderen besitzt das Material<br />
hervorragende elastische Eigenschaften. Allerdings führt die derzeit noch unzureichende<br />
chemische Beständigkeit unter Brennstoffzellenbedingungen zu einer schnellen Alterung des<br />
Materials.













