

View/Open - JUWEL - Forschungszentrum Jülich
View/Open - JUWEL - Forschungszentrum Jülich
View/Open - JUWEL - Forschungszentrum Jülich

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
9.1 Endplattendesign 163<br />
Platten auf ihre äußeren Abmaße zugesägt werden. Bei allen Platten müssen die Zugankerbohrungen<br />
eingebracht und Gewinde zur Befestigung der Rohrleitungen an den Endplatten<br />
geschnitten werden. Der Übergang von den runden Rohrleitungen auf die rechteckigen Manifoldflächen<br />
erfolgt durch in die Endplatte gefräste Taschen. Eine gleichmäßige Anpressdruckverteilung<br />
erfordert eine ebene Plattenunterseite mit einer Toleranz von wenigen Hundertstelmillimetern.<br />
Dies ist in einem abschließenden Arbeitsschritt mit einem speziellen Fräswerkzeug<br />
zu realisieren.<br />
Im Fall der angeschweißten Rippen erfolgt zunächst ein Zuschnitt der Einzelrippen auf Maß. Die<br />
Rippen werden in einer Vorrichtung positioniert und an den zentralen Ring angeheftet. Anschließend<br />
werden sie mit der Grundplatte verschweißt. Als Schweißverfahren eignet sich das<br />
Metall-Inertgas-Schweißen (MIG). Die Gewichtszunahme, die aus dem aufgebrachten Schweißgut<br />
resultiert, bleibt unberücksichtigt. Die Kostenabschätzung geht davon aus, dass keine<br />
Nachbearbeitung der Platten durch einen Glühprozess erforderlich ist.<br />
Die im Gießprozess erzeugten Endplatten erfordern Vorarbeiten in der Formerei, dem Schmelzbetrieb<br />
und der Putzerei. Nicht weiter aufgeschlüsselte Arbeitsschritte beinhalten beispielsweise<br />
den Hohlformenbau, das Schmelzen und Gießen der Materialien und das Abtrennen der<br />
Trichter und Steiger von dem gegossenen Bauteil. Aufgrund des stark erhöhten Fertigungsaufwands<br />
werden die Zugankerbohrungen nicht während des Gießprozesses in das Bauteil eingebracht.<br />
In Verbindung mit den großen Fertigungstoleranzen beim Gießprozess ist es somit notwendig,<br />
die Platten nachträglich noch wie oben beschrieben spanend zu bearbeiten.<br />
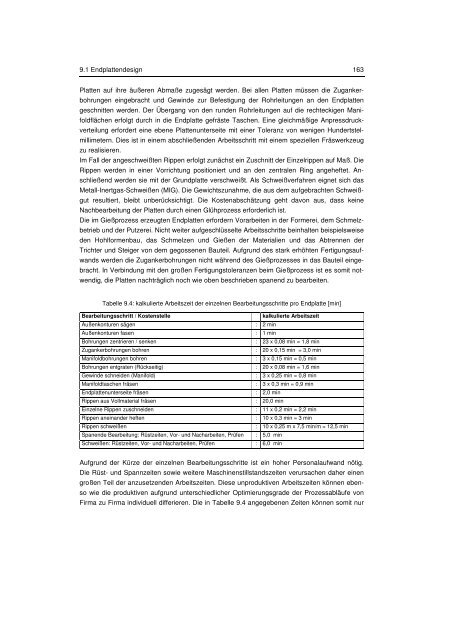
Tabelle 9.4: kalkulierte Arbeitszeit der einzelnen Bearbeitungsschritte pro Endplatte [min]<br />
Bearbeitungsschritt / Kostenstelle<br />
Außenkonturen sägen<br />
Außenkonturen fasen<br />
Bohrungen zentrieren / senken<br />
Zugankerbohrungen bohren<br />
Manifoldbohrungen bohren<br />
Bohrungen entgraten (Rückseitig)<br />
Gewinde schneiden (Manifold)<br />
Manifoldtaschen fräsen<br />
Endplattenunterseite fräsen<br />
Rippen aus Vollmaterial fräsen<br />
Einzelne Rippen zuschneiden<br />
Rippen aneinander heften<br />
Rippen schweißen<br />
Spanende Bearbeitung: Rüstzeiten, Vor- und Nacharbeiten, Prüfen<br />
Schweißen: Rüstzeiten, Vor- und Nacharbeiten, Prüfen<br />
kalkulierte Arbeitszeit<br />
: 2 min<br />
: 1 min<br />
: 23 x 0,08 min = 1,8 min<br />
: 20 x 0,15 min = 3,0 min<br />
: 3 x 0,15 min = 0,5 min<br />
: 20 x 0,08 min = 1,6 min<br />
: 3 x 0,25 min = 0,8 min<br />
: 3 x 0,3 min = 0,9 min<br />
: 2,0 min<br />
: 20,0 min<br />
: 11 x 0,2 min = 2,2 min<br />
: 10 x 0,3 min = 3 min<br />
: 10 x 0,25 m x 7,5 min/m = 12,5 min<br />
: 5,0 min<br />
: 6,0 min<br />
Aufgrund der Kürze der einzelnen Bearbeitungsschritte ist ein hoher Personalaufwand nötig.<br />
Die Rüst- und Spannzeiten sowie weitere Maschinenstillstandszeiten verursachen daher einen<br />
großen Teil der anzusetzenden Arbeitszeiten. Diese unproduktiven Arbeitszeiten können ebenso<br />
wie die produktiven aufgrund unterschiedlicher Optimierungsgrade der Prozessabläufe von<br />
Firma zu Firma individuell differieren. Die in Tabelle 9.4 angegebenen Zeiten können somit nur













