How To Rebuild Your Ford V-8 351C-351M-400-429-460.pdf - Index of
How To Rebuild Your Ford V-8 351C-351M-400-429-460.pdf - Index of
How To Rebuild Your Ford V-8 351C-351M-400-429-460.pdf - Index of

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
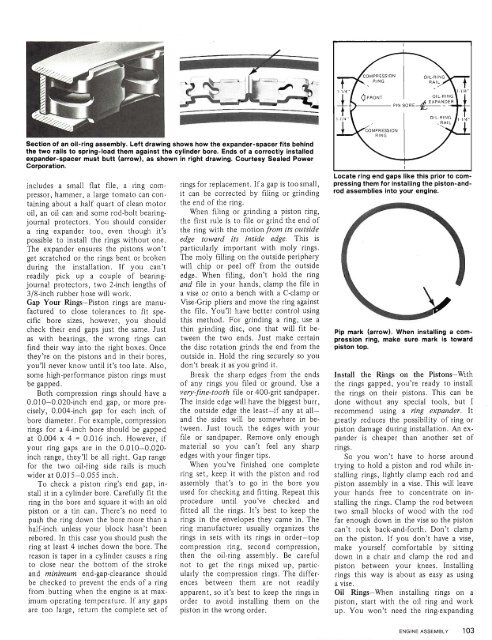
Section <strong>of</strong> an oil-ring assembly. Left drawing shows how the expander-spacer fits behind<br />
the two rails to spring-load them against the cylinder bore. Ends <strong>of</strong> a correctly installed<br />
expander-spacer must butt (arrow), as shown in right drawing. Courtesy Sealed Power<br />
Corporation.<br />
Locate ring end gaps like this prior to comincludes<br />
a small flat file, a ring com- rings for replacement. If a gap is too small, pressing them for installing the piston-and-<br />
'Od<br />
pressor. hammer. a large tomato can con- it can be corrected by filing or grinding your engine.<br />
taining about a half quart <strong>of</strong> clean motor<br />
oil, an oil can and some rod-bolt bearingjournal<br />
protectors. You should consider<br />
a ring expander too, even though it's<br />
possible to install the rings without one.<br />
The expander ensures the pistons won't<br />
get scratched or the rings bent or broken<br />
during the installation. If you can't<br />
readily pick up a couple <strong>of</strong> bearingjournal<br />
protectors, two 2-inch lengths <strong>of</strong><br />
318-inch rubber hose will work.<br />
Gap <strong>Your</strong> Rings-Piston rings are manufactured<br />
to close tolerances to fit specific<br />
bore sizes, however, you should<br />
check their end gaps just the same. Just<br />
as with bearings, the wrong rings can<br />
find their way into the right boxes. Once<br />
they're on the pistons and in their bores,<br />
you'll never know until it's too late. Also,<br />
some high-performance piston rings must<br />
be gapped.<br />
Both compression rings should have a<br />
0.010-0.020-inch end gap, or more precisely,<br />
0.004-inch gap for each inch <strong>of</strong><br />
bore diameter. For example, compression<br />
rings for a 4-inch bore should be gapped<br />
at 0.004 x 4 = 0.016 inch. <strong>How</strong>ever, if<br />
your ring gaps are in the 0.010-0.020-<br />
inch range, they'll be all right. Gap range<br />
for the two oil-iing side rails is much<br />
wider at 0.015-0.055 inch.<br />
<strong>To</strong> check a piston ring's end gap, install<br />
it in a cylinder bore. Carefully fit the<br />
ring in the bore and square it with an old<br />
piston or a tin can. There's no need to<br />
hush the ring down the bore more than a<br />
half-inch unless your block hasn't been<br />
rebored. In this case you should push the<br />
ring at least 4 inches down the bore. The<br />
reason is taper in a cylinder causes a ring<br />
to close near the bottom <strong>of</strong> the stroke<br />
and minimum end-gap-clearance should<br />
be checked to prevent the ends <strong>of</strong> a ring<br />
from butting when the engine is at maximum<br />
operating temperature. If any gaps<br />
are too large, return the complete set <strong>of</strong><br />
-<br />
the end <strong>of</strong> the ring.<br />
When filing or grinding a piston ring,<br />
the first rule is to file or grind the end <strong>of</strong><br />
the ring with the motion from its outside<br />
edge toward its inside edge. Ths is<br />
particularly important with moly rings.<br />
The moly filling on the outside periphery<br />
will chip or peel <strong>of</strong>f from the outside<br />
edge. When filing, don't hold the ring<br />
and file in your hands, clamp the file in<br />
a vise or onto a bench with a C-clamp or<br />
Vise-Grip pliers and move the ring against<br />
the file. You'll have better control using<br />
this method. For grinding a ring, use a<br />
thin grinding disc, one that will fit be-<br />
tween the two ends. Just make certain<br />
the disc rotation grinds the end from the<br />
outside in. Hold the ring securely so you<br />
don't break it as you grind it.<br />
Break the sharp edges from the ends<br />
pip mark (arrow). when installing a<br />
pression ring, make sure mark is toward<br />
piston top.<br />
Install the Rings on the Pistons-With<br />
<strong>of</strong> any rings you filed or ground. Use a the rings gapped, you're ready to install<br />
very-fine-tooth file or <strong>400</strong>-grit sandpaper. the rings on their pistons. This can be<br />
The inside edge will have the biggest burr, done without any special tools, but I<br />
the outside edge the least-if any at all- recommend using a ring expander. It<br />
and the sides will be somewhere in be- greatly reduces the possibility <strong>of</strong> ring or<br />
tween. Just touch the edges with your piston damage during installation. An exfile<br />
or sandpaper. Remove only enough pander is cheaper than another set <strong>of</strong><br />
material so you can't feel any sharp rings.<br />
edges with your finger tips.<br />
So you won't have to horse around<br />
When you've finished one complete trying to hold a piston and rod while inring<br />
set, keep it with the piston and rod stalling rings, lightly clamp each rod and<br />
assembly that's to go in the bore you piston assembly in a vise. This will leave<br />
used for checking and fitting. Repeat this your hands free to concentrate on inprocedure<br />
until you've checked and stalling the rings. Clamp the rod between<br />
fitted all the rings. It's best to keep the two small blocks <strong>of</strong> wood with the rod<br />
rings in the envelopes they came in. The far enough down in the vise so the piston<br />
ring manufacturer usually organizes the can't rock back-and-forth. Don't clamp<br />
rings in sets with its rings in order-top on the piston. If you don't have a vise,<br />
compression ring, second compression, make yourself comfortable by sitting<br />
then the oil-ring assembly. Be careful down in a chair and clamp the rod and<br />
not to get the rings mixed up, partic- piston between your knees. Installing<br />
ularly the compression rings. The differ- rings this way is about as easy as using<br />
ences between them are not readily a vise.<br />
apparent, so it's best to keep the rings in Oil Rings-When installing rings on a<br />
order to avoid installing them on the piston, start with the oil ring and work<br />
piston in the wrong order.<br />
up. You won't need the ring-expanding