How To Rebuild Your Ford V-8 351C-351M-400-429-460.pdf - Index of
How To Rebuild Your Ford V-8 351C-351M-400-429-460.pdf - Index of
How To Rebuild Your Ford V-8 351C-351M-400-429-460.pdf - Index of

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
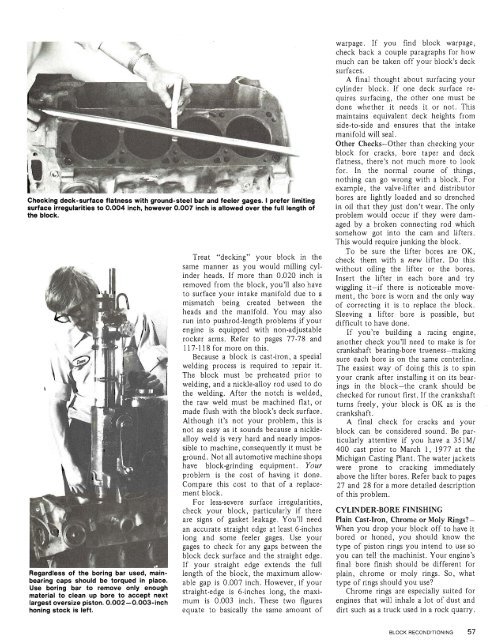
Checking deck-surface flatness with ground-steel bar and feeler gages. I prefer limiting<br />
surface irregularities to 0.004 inch, however 0.007 inch is allowed over the full length <strong>of</strong><br />
the block.<br />
Regardless <strong>of</strong> the boring bar used, mainbearing<br />
caps should be torqued in place.<br />
Use boring bar to remove only enough<br />
material to clean up bore to accept next<br />
largest oversize piston. 0.002-0.003-inch<br />
honing stock is left.<br />
Treat "decking"<br />
- .<br />
your block in the<br />
same manner as you would milling cylinder<br />
heads. If more than 0.020 inch is<br />
removed from the block, you'll also have<br />
to surface your intake manifold due to a<br />
mismatch being created between the<br />
heads and the manifold. You may also<br />
run into pushrod-length problems if your<br />
engine is equipped with non-adjustable<br />
rocker arms. Refer to pages 77-78 and<br />
117-118 for more on this.<br />
Because a block is cast-iron, a special<br />
welding process is required to repair it.<br />
The block must be preheated prior to<br />
welding, and a nickle-alloy rod used to do<br />
the welding. After the notch is welded,<br />
the raw weld must be machined flat, or<br />
made flush with the block's deck surface.<br />
Although it's not your problem, this is<br />
not as easy as it sounds because a nicklealloy<br />
weld is very hard and nearly impossible<br />
to machine, consequently it must be<br />
ground. Not all automotive machine shops<br />
have block-grinding equipment. <strong>Your</strong><br />
problem is the cost <strong>of</strong> having it done.<br />
Compare this cost to that <strong>of</strong> a replacement<br />
block.<br />
For less-severe surface irregularities,<br />
check your block, particularly if there<br />
are signs <strong>of</strong> gasket leakage. You'll need<br />
an accurate straight edge at least 6-inches<br />
long and some feeler gages. Use your<br />
gages to check for any gaps between the<br />
block deck surface and the straight edge.<br />
If your straight edge extends the full<br />
length <strong>of</strong> the block, the maximum allowable<br />
gap is 0.007 inch. <strong>How</strong>ever, if your<br />
straight-edge is 6-inches long, the maximum<br />
is 0.003 inch. These two figures<br />
equate to basically the same amount <strong>of</strong><br />
warpage. If you find block warpage,<br />
check back a couple paragraphs for how<br />
much can be taken <strong>of</strong>f your block's deck<br />
surfaces.<br />
A final thought about surfacing your<br />
cylinder block. If one deck surface requires<br />
surfacing, the other one must be<br />
done whether it needs it or not. This<br />
maintains equivalent deck heights from<br />
side-to-side and ensures that the intake<br />
manifold will seal.<br />
Other Checks-Other than checking your<br />
block for cracks, bore taper and deck<br />
flatness, there's not much more to look<br />
for. In the normal course <strong>of</strong> things,<br />
nothing can go wrong with a block. For<br />
example, the valve-lifter and distributor<br />
bores are lightly loaded and so drenched<br />
in oil that they just don't wear. The only<br />
problem would occur if they were damaged<br />
by a broken connecting rod which<br />
somehow got into the cam and lifters.<br />
This would require junking the block.<br />
<strong>To</strong> be sure the lifter bores are OK,<br />
check them with a new lifter. Do this<br />
without oiling the lifter or the bores.<br />
Insert the lifter in each bore and trv<br />
wiggling it-if there is noticeable movement,<br />
the bore is worn and the only way<br />
<strong>of</strong> correcting it is to replace the block.<br />
Sleeving a lifter bore is possible, but<br />
difficult to have done.<br />
If you're building a racing engine,<br />
another check you'll need to make is for<br />
crankshaft bearing-bore trueness-making<br />
sure each bore is on the same centerline.<br />
The easiest way <strong>of</strong> doing this is to spin<br />
your crank after installing it on its bearings<br />
in the block-the crank should be<br />
checked for runout first. If the crankshaft<br />
turns freely, your block is OK as is the<br />
crankshaft.<br />
A final check for cracks and your<br />
block can be considered sound. Be particularly<br />
attentive if you have a <strong>351M</strong>/<br />
<strong>400</strong> cast prior to March 1, 1977 at the<br />
Michigan Casting Plant. The water jackets<br />
were prone to cracking immediately<br />
above the lifter bores. Refer back to pages<br />
27 and 28 for a more detailed description<br />
<strong>of</strong> this problem.<br />
CYLINDER-BORE FINISHING<br />
Plain Cast-Iron, Chrome or Moly Rings-<br />
When you drop your block <strong>of</strong>f to have it<br />
bored or honed, you should know the<br />
type <strong>of</strong> piston rings you intend to use so<br />
you can tell the machinist. <strong>Your</strong> engine's<br />
final bore finish should be different for<br />
plain, chrome or moly rings. So, what<br />
type <strong>of</strong> rings should you use<br />
Chrome rings are especially suited for<br />
engines that will inhale a lot <strong>of</strong> dust and<br />
dirt such as a truck used in a rock quarry.