How To Rebuild Your Ford V-8 351C-351M-400-429-460.pdf - Index of
How To Rebuild Your Ford V-8 351C-351M-400-429-460.pdf - Index of
How To Rebuild Your Ford V-8 351C-351M-400-429-460.pdf - Index of

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
30' TOP CUT<br />
INCH WIDTH<br />
L<br />
I<br />
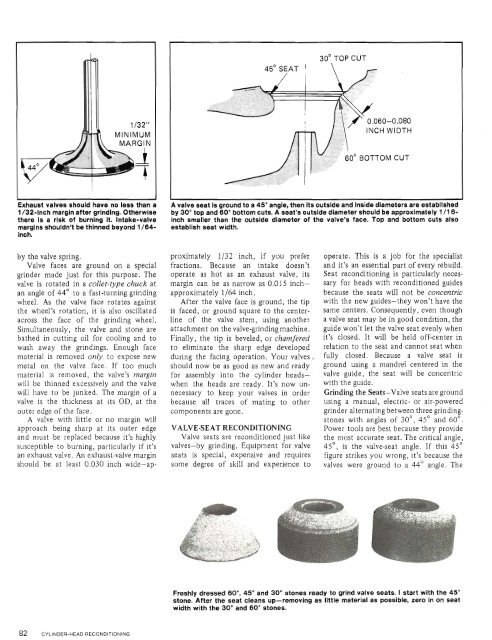
Exhaust valves should have no less than a<br />
1 /32-Inch margln after grinding. Otherwlse<br />
there Is a risk <strong>of</strong> burning It. Intake-valve<br />
margins shouldn't be thinned beyond 1 /64-<br />
Inch.<br />
by the valve spring.<br />
Valve faces are ground on a special<br />
grinder made just for this purpose. The<br />
valve is rotated in a collet-type chuck at<br />
an angle <strong>of</strong> 44' to a fast-turning grinding<br />
wheel. As the valve face rotates against<br />
the wheel's rotation, it is also oscillated<br />
across the face <strong>of</strong> the grinding wheel.<br />
Simultaneously, the valve and stone are<br />
bathed in cutting oil for cooling and to<br />
wash away the grindings. Enough face<br />
material is removed only to expose new<br />
metal on the valve face. If too much<br />
material is removed, the valve's margin<br />
will be thinned excessively and the valve<br />
will have to be junked. The margin <strong>of</strong> a<br />
valve is the thickness at its OD, at the<br />
outer edge <strong>of</strong> the face.<br />
A valve with little or no margin will<br />
approach being sharp at its outer edge<br />
and must be replaced because it's highly<br />
susceptible to burning, particularly if it's<br />
an exhaust valve. An exhaust-valve margin<br />
should be at least 0.030 inch wide-ap-<br />
A valve seat Is ground to a 45" angle, then Its outside and Inside diameters are established<br />
by 30" top and 60" bottom cuts. A seat's outside diameter should be approximately 1 /I 6-<br />
inch smaller than the outside diameter <strong>of</strong> the valve's face. <strong>To</strong>p and bottom cuts also<br />
establish seat width.<br />
proximately 1/32 inch, if you prefer<br />
fractions. Because an intake doesn't<br />
operate as hot as an exhaust valve, its<br />
margin can be as narrow as 0.015 inchapproximately<br />
1/64 inch.<br />
After the valve face is ground, the tip<br />
is faced, or ground square to the centerline<br />
<strong>of</strong> the valve stem, using another<br />
attachment on the valve-grinding machine.<br />
Finally, the tip is beveled, or chamfered<br />
to eliminate the sharp edge developed<br />
during the facing operation. <strong>Your</strong> valves<br />
should now be as good as new and ready<br />
for assembly into the cylinder headswhen<br />
the heads are ready. It's now unnecessary<br />
to keep your valves in order<br />
because all traces -<strong>of</strong> mating to other<br />
components are gone.<br />
operate. This is a job for the specialist<br />
and it's an essential part <strong>of</strong> every rebuild.<br />
Seat reconditioning is particularly necessary<br />
for heads with reconditioned guides<br />
because the seats will not be concentric<br />
with the new guides-they won't have the<br />
same centers. Consequently, even though<br />
a valve seat may be in good condition, the<br />
guide won't let the valve seat evenly when<br />
it's closed. It will be held <strong>of</strong>f-center in<br />
relation to the seat and cannot seat when<br />
fully closed. Because a valve seat is<br />
ground using a mandrel centered in the<br />
valve guide, the seat will be concentric<br />
with the guide.<br />
Grinding the Seats-Valve seats are ground<br />
using a manual, electric- or air-powered<br />
grinder alternating between three grindingstones<br />
with angles <strong>of</strong> 30°, 45' and 60".<br />
Power tools are best because they provide<br />
the most accurate seat. The critical angle,<br />
VALVE-SEAT RECONDITIONING<br />
Valve seats are reconditioned just like<br />
valves-by grinding. Equipment for valve 45", is the valve-seat angle. If this 4.5'<br />
seats is special, expensive and requires figure strikes you wrong, it's because the<br />
some degree <strong>of</strong> skill and experience to valves were ground to a 44O angle. The<br />
Freshly dressed 60"' 45" and 30' stones ready to grind valve seats. I start with the 45"<br />
stone. After the seat cleans up-removing as little material as possible, zero in on seat<br />
width with the 30" and 60" stones.