How To Rebuild Your Ford V-8 351C-351M-400-429-460.pdf - Index of
How To Rebuild Your Ford V-8 351C-351M-400-429-460.pdf - Index of
How To Rebuild Your Ford V-8 351C-351M-400-429-460.pdf - Index of

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
0.020 inch, the next available oversize.<br />
The machinist first bores the cylinder<br />
with the worst wearltaper because it will<br />
establish the maximum oversize for all<br />
the cylinders.<br />
Diai-Bore Gage or Micrometer Method-<br />
When using a bore gage or micrometer<br />
to measure taper, measure the point <strong>of</strong><br />
maximum wear immediately below the<br />
ridge. Because wear will be irregular, take<br />
several measurements around the bore to<br />
determine maximum wear. <strong>To</strong> determine<br />
taper, subtract the measurement at the<br />
bottom <strong>of</strong> the bore from that at the top.<br />
Ring-and-Feeler Method-Measuring bore<br />
wear with a piston ring and feeler gage<br />
is going about it indirectly. When using<br />
this method, you are actually comparing<br />
the difference between the circumferences<br />
<strong>of</strong> the worn and unworn bore. The accuracy<br />
<strong>of</strong> this method is less the more irregularity<br />
a cylinder is worn, however it is<br />
accurate enough to determine whether<br />
you'll need to bore and install oversize<br />
pistons or clean your pistons, hone the<br />
bores and install moly rings.<br />
<strong>To</strong> use the ring-and-feeler method,<br />
place a ring in the cylinder and compare<br />
the difference in ring end gaps with the<br />
ring placed at the bottom <strong>of</strong> the bore and<br />
with it at the top <strong>of</strong> the bore-immediately<br />
below the ridge. Use the same ring.<br />
While it doesn't need to be a new one, it<br />
must be square in the bore to get an<br />
accurate reading. <strong>To</strong> square the'ring, push<br />
it down the cylinder with a bare pistonno<br />
rings-to where you want to check<br />
ring gap. Measure the gap with feeler gages<br />
and record the results. After measuring<br />
the ring end-gap difference, use the<br />
accompanying chart or graph to determine<br />
bore taper. Taper is approximately<br />
0.3 times ring end-gap difference.<br />
<strong>How</strong> Much Taper is Permissible-<strong>To</strong> decide<br />
how much taper your engine can<br />
live with, you'll have to ask yourself how<br />
many more good-miles you want out <strong>of</strong><br />
your engine. Do you want it to last<br />
10,000, 20,000 or 100,000 miles before<br />
oil consumption takes <strong>of</strong>f If your engine<br />
has excessive taper, even new rings will<br />
quickly fatigue and quit sealing. They<br />
must expand and contract to conform to<br />
the irregular bore during every stroke.<br />
Consequently, they lose their resiliency,<br />
or springiness. Also, because ring gap<br />
must be correct as measured at the<br />
bottom <strong>of</strong> the bore, in a tapered bore the<br />
gap will be larger at the top where compression<br />
and combustion pressures are<br />
highest. Consequently, these pressures<br />
will be reduced slightly because <strong>of</strong><br />
increased blowby through the wider<br />
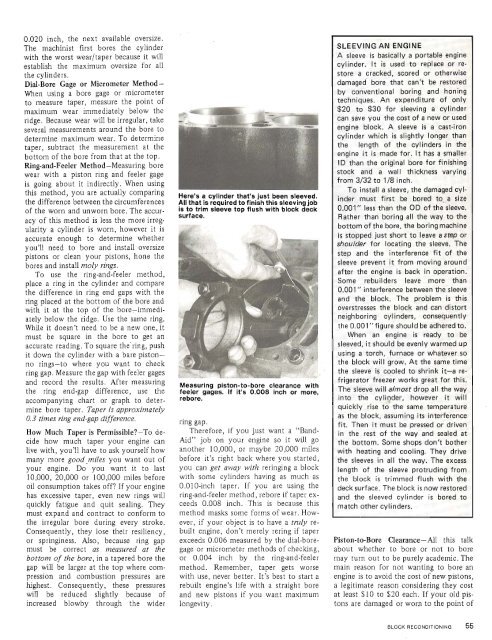
Here's a cylinder that's just been sleeved.<br />
All that is required to finish this sleeving job<br />
is to trim sleeve top flush with block deck<br />
surface.<br />
Measuring piston-to-bore clearance with<br />
feeler gages. If it's 0.008 inch or more,<br />
rebore.<br />
ring gap.<br />
Therefore, if you just want a "Band-<br />
Aid" job on your engine so it will go<br />
another 10,000, or maybe 20,000 miles<br />
before it's right back where you started,<br />
you can get away with reringing a block<br />
with some cylinders having as much as<br />
0.010-inch taper. If you are using the<br />
ring-and-feeler method, rebore if taper exceeds<br />
0.008 inch. This is because this<br />
method masks some forms <strong>of</strong> wear. <strong>How</strong>ever,<br />
if your object is to have a truly rebuilt<br />
engine, don't merely rering if taper<br />
exceeds 0.006 measured by the dial-boregage<br />
or micrometer methods <strong>of</strong> checking,<br />
or 0.004 inch by the ring-and-feeler<br />
method. Remember, taper gets worse<br />
with use, never better. It's best to start a<br />
rebuilt engine's life with a straight bore<br />
and new pistons if you want maximum<br />
longevity.<br />
SLEEVING AN ENGINE<br />
A sleeve is basically a portable engine<br />
cylinder. It is used to replace or restore<br />
a cracked, scored or otherwise<br />
damaged bore that can't be restored<br />
by conventional boring and honing<br />
techniques. An expenditure <strong>of</strong> WI~Y<br />
$20 to $30 for sleeving a cylinder<br />
can save you the cost <strong>of</strong> a new or used<br />
engine block. A sleeve is a cast-iron<br />
cylinder which is slightly longer than<br />
the length <strong>of</strong> the cylinders In the<br />
engine it is made for. It has a smaller<br />
ID than the original bore for finishing<br />
stock and a wall thickness varying<br />
from 3/32 to 118 inch.<br />
<strong>To</strong> install a sleeve, the damaged cylinder<br />
must first be bored to. s size<br />
0.001" less than the OD <strong>of</strong> the sleeve.<br />
Rather than boring all the way to the<br />
bottom <strong>of</strong> be bore, the boring machine<br />
is stopped just short to leave a step or<br />
shoulder for locating the sleeve. The<br />
step and the interference fit <strong>of</strong> the<br />
sleeve prevent it from moving around<br />
after the engine is back in operation.<br />
Some rebuilders leave more than<br />
0.001'' interference between the sleeve<br />
and the block. The problem is this<br />
overstresses the block and can distort<br />
neighboring cylinders, consequently<br />
the 0.001" figure should be adhered to.<br />
When an engine is ready to be<br />
sleeved, it shou!d be evenly warmed up<br />
using a torch, furllace or whatever so<br />
the block will grow. At the same time<br />
the sleeve is cooled to shrink it-a refrigerator<br />
freezer works geat for this.<br />
The sleeve will almost drop all the way<br />
into the cyligder, however it will<br />
quickly rise to the same temperature<br />
as the block, assuming its interference<br />
fit. Then it must be pressed or driven<br />
in the rest <strong>of</strong> the way and sealed at<br />
the bottom. Some shops don't bother<br />
with heating and cooling. They drive<br />
the sleeves in all the way. The excess<br />
length <strong>of</strong> the sleeve protruding from<br />
the block is trimmed flush with the<br />
deck surface. The block is now restored<br />
and the sleeved cylinder is bored to<br />
match other cylinders.<br />
Piston-to-Bore Clearance- All this talk<br />
about whether to bore or not to bore<br />
may turn out to be purely academic. The<br />
main reason for not wanting to bore an<br />
engine is to avoid the cost <strong>of</strong> new pistons,<br />
a legitimate reason considering they cost<br />
at least $10 to $20 each. If your old pistons<br />
are damaged or worn to the point <strong>of</strong><br />
BLOCK RECONDITIONING 55