How To Rebuild Your Ford V-8 351C-351M-400-429-460.pdf - Index of
How To Rebuild Your Ford V-8 351C-351M-400-429-460.pdf - Index of
How To Rebuild Your Ford V-8 351C-351M-400-429-460.pdf - Index of

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
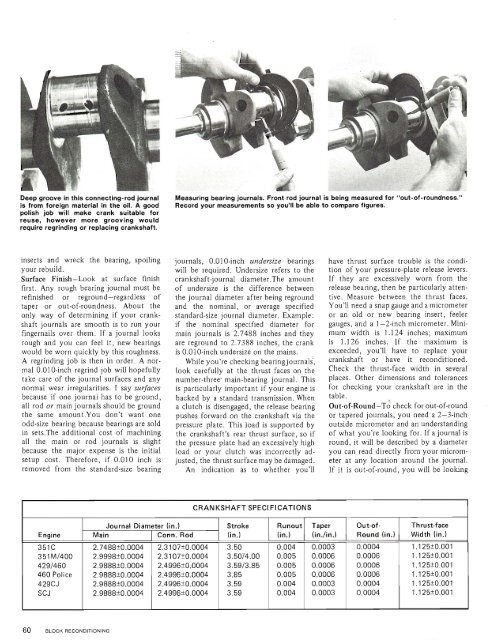
Deep groove in this connecting-rod journal<br />
is from foreign material in the oil. A good<br />
polish job will make crank suitable for<br />
reuse, however more grooving would<br />
require regrinding or replacing crankshaft.<br />
Measuring bearing journals. Front rod journal is being measured for "out-<strong>of</strong>-roundness."<br />
Record your measurements so you'll be able to compare figures.<br />
inserts and wreck the bearing, spoiling<br />
your rebuild.<br />
Surface Finish-Look at surface finish<br />
first. Any rough bearing journal must be<br />
refinished or reground-regardless <strong>of</strong><br />
taper or out-<strong>of</strong>-roundness. About the<br />
only way <strong>of</strong> determining if your crankshaft<br />
journals are smooth is to run your<br />
fingernails over them. If a journal looks<br />
rough and you can feel it, new bearings<br />
would be worn quickly by this roughness.<br />
A regrinding job is then in order. A normal<br />
0.010-inch regrind job will hopefully<br />
take care <strong>of</strong> the journal surfaces and any<br />
normal wear irregularities. I say surfaces<br />
because if one journal has to be ground,<br />
all rod or main journals should be ground<br />
the same amount.You don't want one<br />
odd-size bearing because bearings are sold<br />
in sets.The additional cost <strong>of</strong> machining<br />
all the main or rod journals is slight<br />
because the major expense is the initial<br />
setup cost. Therefore, if 0.010 inch is<br />
removed from the standard-size bearing<br />
journals, 0.01 0-inch undersize bearings<br />
will be required. Undersize refers to the<br />
crankshaft-journal diameter.The amount<br />
<strong>of</strong> undersize is the difference between<br />
the journal diameter after being reground<br />
and the nominal, or average specified<br />
standard-size journal diameter. Example:<br />
if the nominal specified diameter for<br />
main journals is 2.7488 inches and they<br />
are reground to 2.7388 inches, the crank<br />
i's 0.010-inch undersize on the mains.<br />
While you're checking bearingjournals,<br />
look carefully at the thrust faces on the<br />
number-three, main-bearing journal. This<br />
is particularly important if your engine is<br />
backed by a standard transmission. When<br />
a clutch is disengaged, the release bearing<br />
pushes forward on the crankshaft via the<br />
pressure plate. This load is supported by<br />
the crankshaft's rear thrust surface, so if<br />
the pressure plate had an excessively high<br />
load or your clutch was incorrectly adjusted,<br />
the thrust surface may be damaged.<br />
An indication as to whether you'll<br />
have thrust surface trouble is the condition<br />
<strong>of</strong> your pressure-plate release levers.<br />
If they are excessively worn from the<br />
release bearing, then be particularly attentive.<br />
Measure between the thrust faces.<br />
You'll need a snap gauge and a micrometer<br />
or an old or new bearing insert, feeler<br />
gauges, and a I -2-inch micrometer. Minimum<br />
width is 1 .I24 inches; maximum<br />
is 1.126 inches. If the maximum is<br />
exceeded, you'll have to replace your<br />
crankshaft or have it reconditioned.<br />
Check the thrust-face width in several<br />
places. Other dimensions and tolerances<br />
for checking your crankshaft are in the<br />
table.<br />
out-<strong>of</strong>-~ound-T: check for out-<strong>of</strong>-round<br />
or tapered journals, you need a 2-3-inch<br />
outside micrometer and an understanding<br />
<strong>of</strong> what you're looking for. If a journal is<br />
round, it will be described by a diameter<br />
you can read directly from your micrometer<br />
at any location around the journal.<br />
If it is out-<strong>of</strong>-round, you will be looking<br />
CRANKSHAFT SPEC1 FICATIONS<br />
Engine<br />
<strong>351C</strong><br />
351 MI<strong>400</strong><br />
<strong>429</strong>1460<br />
460 Police<br />
<strong>429</strong>CJ<br />
SCJ<br />
Journal Diameter (in.)<br />
Main<br />
Conn. Rod<br />
2.7488+0.0004<br />
2.99980.0004<br />
2.9888f0.0004<br />
2.98880.0004<br />
2.9888+0.0004<br />
2.9888+0.0004<br />
2.3107+0.0004<br />
2.31 07f 0.0004<br />
2.4996f0.0004<br />
2.4996+0.0004<br />
2.4996+0.0004<br />
2.4996+0.0004<br />
Stroke<br />
(in.)<br />
3.50<br />
3.5074.00<br />
3.5913.85<br />
3.85<br />
3.59<br />
3.59<br />
Runout<br />
(in.)<br />
0.004<br />
0.005<br />
0.005<br />
0.005<br />
0.004<br />
0.004<br />
Taper<br />
inin.<br />
0.0003<br />
0.0006<br />
0.0006<br />
0.0006<br />
0.0003<br />
0.0003<br />
Ou t-<strong>of</strong> -<br />
Round (in.)<br />
0.0004<br />
0.0006<br />
0.0006<br />
0.0006<br />
0.0004<br />
0.0004<br />
Thrust-face<br />
Width (in.)<br />
1 .I 25+0.001<br />
1.125f 0.001<br />
1.125f0.001<br />
1.125f0.001<br />
1.125+0.001<br />
1 .I 25f0.001