How To Rebuild Your Ford V-8 351C-351M-400-429-460.pdf - Index of
How To Rebuild Your Ford V-8 351C-351M-400-429-460.pdf - Index of
How To Rebuild Your Ford V-8 351C-351M-400-429-460.pdf - Index of

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
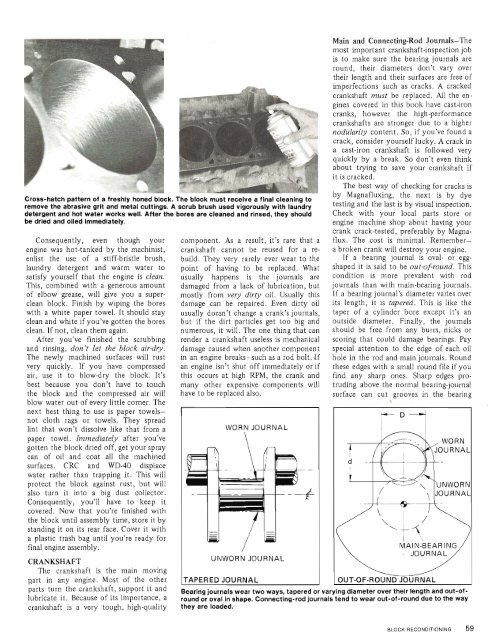
Cross-hatch pattern <strong>of</strong> a freshly honed block. The block must receive a final cleaning to<br />
remove the abrasive grit and metal cuttings. A scrub brush used vigorously with laundry<br />
detergent and hot water works well. After the bores are cleaned and rinsed, they should<br />
be dried and oiled immediately.<br />
Consequently, even though your<br />
engine was hot-tanked by the machinist,<br />
enlist the use <strong>of</strong> a stiff-bristle brush,<br />
laundry detergent and warm water to<br />
satisfy yourself that the engine is clean.<br />
This, combined with a generous amount<br />
<strong>of</strong> elbow grease, will give you a superclean<br />
block. Finish by wiping the bores<br />
with a white paper towel. It should stay<br />
clean and white if you've gotten the bores<br />
clean. If not, clean them again.<br />
After you've finished the scrubbing<br />
and rinsing, don't let the block air-dry.<br />
The newly machined surfaces will rust<br />
very quickly. If you have compressed<br />
air, use it to blow-dry the block. It's<br />
best because you don't have to touch<br />
the block and the compressed air will<br />
blow water out <strong>of</strong> every little corner. The<br />
next best thing to use is paper towelsnot<br />
cloth rags or towels. They spread<br />
lint that won't dissolve like that from a<br />
paper towel. Immediately after you've<br />
gotten the block dried <strong>of</strong>f, get your spray<br />
can <strong>of</strong> oil and coat all the machined<br />
surfaces. CRC and WD-40 displace<br />
water rather than trapping it. This will<br />
protect the block against rust, but will<br />
also turn it into a big dust collector.<br />
Consequently, you'll have to keep it<br />
covered. Now that you're finished with<br />
the block until assembly time, store it by<br />
standing it on its rear face. Cover it with<br />
a plastic trash bag until you're ready for<br />
final engine assembly.<br />
component. As a result, it's rare that a<br />
crankshaft cannot be reused for a rebuild.<br />
They very rarely ever wear to the<br />
point <strong>of</strong> having to be replaced. What<br />
usually happens is the journals are<br />
damaged from a lack <strong>of</strong> lubrication, but<br />
mostly from very dirty oil. Usually this<br />
damage can be repaired. Even dirty oil<br />
usually doesn't change a crank's journals,<br />
but if the dirt particles get too big and<br />
numerous, it will. The one thing that can<br />
render a crankshaft useless is mechanical<br />
damage caused when another component<br />
in an engine breaks-such as a rod bolt:df<br />
an engine isn't shut <strong>of</strong>f immediately or if<br />
this occurs at high RPM, the crank and<br />
many other expensive components will<br />
have to be replaced also.<br />
WORN JOURNAL<br />
- -<br />
- -<br />
- -<br />
-<br />
1 -+<br />
Main and Connecting-Rod Journals-The<br />
most important crankshaft-inspection job<br />
is to make sure the bearing journals are<br />
round, their diameters don't vary over<br />
their length and their surfaces are free <strong>of</strong><br />
imperfections such as cracks. A cracked<br />
crankshaft must be replaced. All the engines<br />
covered in this book have cast-iron<br />
cranks, however the high-performance<br />
crankshafts are stronger due to a higher<br />
nodularity content. So, if you've found a<br />
crack, consider yourself lucky. A crack in<br />
a cast-iron crankshaft is followed very<br />
quickly by a break. So don't even think<br />
about trying to save your crankshaft if<br />
it is cracked.<br />
The best way <strong>of</strong> checking for cracks is<br />
by Magnafluxing, the next is by dye<br />
testing and the last is by visual inspection.<br />
Check with your local parts store or<br />
engine machine shop about having your<br />
crank crack-tested, preferably by Magnaflux.<br />
The cost is minimal. Remembera<br />
broken crank will destroy your engine.<br />
If a bearing journal is oval- or eggshaped<br />
it is said to be out-<strong>of</strong>-round. This<br />
condition is more prevalent with rod<br />
journals than with main-bearing journals.<br />
If a bearing journal's diameter varies over<br />
its length, it is tapered. This is like the<br />
taper <strong>of</strong> a cylinder bore except it's an<br />
outside diameter. Finally, the journals<br />
should be free from any burrs, nicks or<br />
scoring that could damage bearings. Pay<br />
special attention to the edge <strong>of</strong> each oil<br />
hole in the rod and main journals. Round<br />
these edges with a small round file if you<br />
find any sharp ones. Sharp edges protruding<br />
above the normal bearing-journal<br />
surface can cut grooves in the bearing<br />
-- D --<br />
I<br />
I<br />
CRANKSHAFT<br />
UNWORN JOURNAL<br />
The crankshaft is the main moving<br />
part in any engine. Most <strong>of</strong> the other TAPERED JOURNAL<br />
OUT-OF-ROUND JOURNAL<br />
parts turn the it and Bearing journals wear two ways, tapered or varying diameter over their length and out-<strong>of</strong>lubricate<br />
it. Because <strong>of</strong> its importance, a round or oval in shape. Connecting-rod journals tend to wear out-<strong>of</strong>-round due to the way<br />
crankshaft is a very tough, high-quality they are loaded.<br />
BLOCK RECONDITIONING 59