How To Rebuild Your Ford V-8 351C-351M-400-429-460.pdf - Index of
How To Rebuild Your Ford V-8 351C-351M-400-429-460.pdf - Index of
How To Rebuild Your Ford V-8 351C-351M-400-429-460.pdf - Index of

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
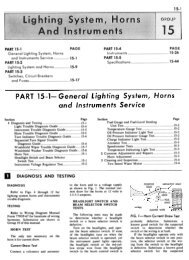
Using a piston ring and a feeler gage for<br />
checking ring-groove wear. New rings<br />
should have no more than 0.006-inch side<br />
clearance.<br />
As an example, if the combined thickness<br />
<strong>of</strong> two rings is 0.155 inch, and feelergage<br />
thickness to get maximum oil-ringgroove<br />
width, or 0.191 inch minus 0.155<br />
inch = maximum allowable checking<br />
feeler-gage thickness <strong>of</strong> 0.036 inch.<br />
Maximum checking gage<br />
thickness in inches<br />
= 0.191 - Combined thickness <strong>of</strong><br />
two compression rings in inches<br />
If the oil-ring grooves in your pistons<br />
don't exceed this amount, you can be certain<br />
the rings will fit snugly in their<br />
grooves.<br />
Now, use stacked rings with your feeler<br />
gage to check groove width. You don't<br />
have to install the rings in the groove.<br />
Just inset their edges in the groove with<br />
the gage and slide them around in the<br />
groove as you did when checking the<br />
compression-ring grooves.<br />
Groove Inserts-If you have the unlikely<br />
circumstance that your cylinders don't<br />
need boring, only honing to get them<br />
back into condition, and your pistons are<br />
OK for reuse except for having too much<br />
ring-groove wear, you can have your<br />
piston-ring grooves machined wider. This<br />
makes all the ring-groove widths consistent-and<br />
larger. <strong>To</strong> compensate for the<br />
additional clearance between the rings<br />
and the grooves, ring-groove inserts are<br />
installed-they are usually 0.060-inch<br />
wide and are installed beside the rings. In<br />
terms <strong>of</strong> cost, ridge-reaming and honing<br />
your block, machining your pistons in<br />
preparation for ring-groove inserts and<br />
purchasing the rings and inserts will cost<br />
50-60 percent <strong>of</strong> a rebore and new pistons<br />
and rings. In this case, durability is<br />
directly related to cost.You can expect<br />
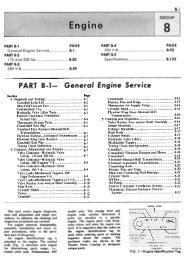
Using a connecting-rod alignment-checking<br />
fixture to check for bent or twisted connecting<br />
rods. When using this type <strong>of</strong><br />
checking fixture, the piston must be<br />
installed on the rod. If a rod is found to be<br />
out <strong>of</strong> alignment, it is straightened and then<br />
rechecked.<br />
approximately half the life from an engine<br />
with inserted pistons compared to<br />
one with a complete rebore job.<br />
CONNECTING RODS<br />
Inspecting connecting rods involves<br />
checking three areas: out-<strong>of</strong>-round or<br />
enlarged bearing bores, twisted or bent<br />
rod beams and cracked rod bolts. Now's<br />
when the old bearing inserts come in<br />
handy. If a rod bearing shows uneven<br />
wear from side-to-side-opposite sides<br />
on top and bottom bearing halves-the<br />
piston on that rod has wear spots <strong>of</strong>fset<br />
from its thrust face and the rod's crankshaft<br />
bearing journal was not tapered,<br />
the rod is bent, causing side loading.<br />
With these symptoms, the rod and piston<br />
assembly or assemblies should be taken<br />
to an engine machine shop for accurate<br />
checking and straightening if necessary.<br />
Bearing condition also tells you if the<br />
"big end" <strong>of</strong> the rod needs reconditioning.<br />
When a rod is reconditioned the bearing<br />
bore, or big end is checked with a special<br />
dial indicator to determine its shaperound,<br />
out-<strong>of</strong>-round or oversize. This is<br />
basically the same thing you did with the<br />
crankshaft bearing journals, however now<br />
the check is made <strong>of</strong> the bore in which<br />
the bearings are retained. With an out<strong>of</strong>-round<br />
bore, its bearing inserts will<br />
assume the same irregularity, causing<br />
uneven load distribution between the<br />
bearing and its journal, resulting in<br />
uneven and accelerated bearing wear.<br />
Consequently, the bore must be reconditioned.<br />
A bearing with a too-large bore is even<br />
worse. Oversize bearing bores will let<br />
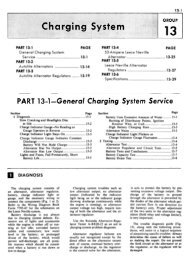
<strong>How</strong> much a bearing insert projects above<br />
its bearing-bore parting line is called crush<br />
height (about 0.001 inch). As bearing cap<br />
is tightened down, the insert-half ends<br />
contact first, forcing inserts to conform to<br />
shape <strong>of</strong> bearing bore and to be locked in<br />
place. This is called bearing crush.<br />
bearings move in their bore-which is<br />
not supposed to happen. The reason is<br />
the insert halves are not sufficiently<br />
crushed. Crush occurs when a bearing<br />
cap is torqued, forcing the bearing to<br />
conform to its bore. This is accomplished<br />
by the combined outside diameter <strong>of</strong><br />
the two bearing insert halves being larger<br />
than the ID <strong>of</strong> the bore. When a bearing<br />
half is placed in its bore, its ends project<br />
slightly above the bearing housing's parting<br />
surfaces. Consequently, when two<br />
bearing inserts are installed in their bore,<br />
the ends <strong>of</strong> the inserts butt. As the<br />
bearing-cap nuts are tightened, the two<br />
circumferences must become equal. The<br />
bearing shell ghes-is crushed-causing<br />
the bearing to assume the shape <strong>of</strong> its<br />
bore and to be preloaded, or fitted tightly<br />
in its bore. This tight fit and the tooth,<br />
or machining marks in the bearing bore,<br />
combine to prevent the bearing inserts<br />
from spinning-rotating in the bore rather<br />
than the bearing journal rotating in the<br />
bearing. This happens when the force at<br />
the bearing journal which tries to rotate<br />
the bearing overcomes the force between<br />
the bearing and its housing, or bore<br />
that is resisting this force. Consequently,<br />
if the bearing bore is too large, the<br />
bearing may move in the bore, or worse<br />
yet, spin.<br />
<strong>To</strong> determine if a bearing has been<br />
moving in its bore, look at its backside.<br />
Shiny spots on the back <strong>of</strong> the shell<br />
indicate movement. If this happened,<br />
either the bearing bore is too large<br />
or the bearing-to-journal clearance was<br />
insufficient. If you discover any shiny