How To Rebuild Your Ford V-8 351C-351M-400-429-460.pdf - Index of
How To Rebuild Your Ford V-8 351C-351M-400-429-460.pdf - Index of
How To Rebuild Your Ford V-8 351C-351M-400-429-460.pdf - Index of

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
--<br />
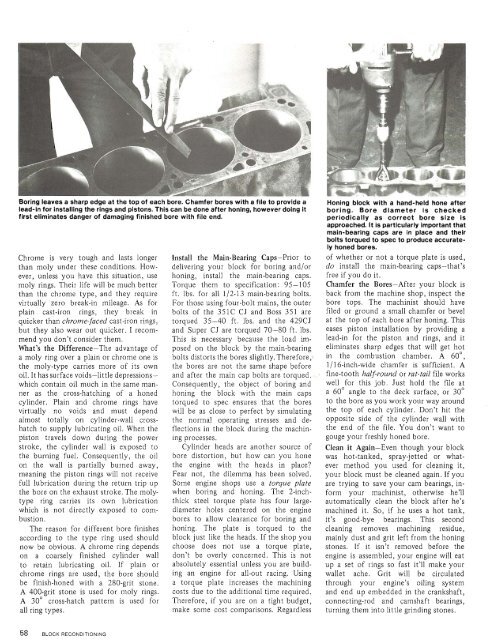
Boring leaves a sharp edge at the top <strong>of</strong> each bore. Chamfer bores with a file to provide a<br />
lead-in for installing the rings and pistons. This can be done after honing, however doing it<br />
first eliminates danger <strong>of</strong> damaging finished bore with file end.<br />
Chrome is very tough and lasts longer<br />
than moly under these conditions. <strong>How</strong>ever,<br />
unless you have this situation, use<br />
moly rings. Their life will be much better<br />
than the chrome type, and they require<br />
virtually zero break-in mileage. As for<br />
plain cast-iron rings, they break in<br />
quicker than chrome-faced cast-iron rings,<br />
but they also wear out quicker. I recommend<br />
you don't consider them.<br />
What's the Difference-The advantage <strong>of</strong><br />
a moly ring over a plain or chrome one is<br />
the moly-type carries more <strong>of</strong> its own<br />
oil. It has surface voids-little depressionswhich<br />
contain oil much in the same manner<br />
as the cross-hatching <strong>of</strong> a honed<br />
cylinder. Plain and chrome rings have<br />
virtually no voids and must depend<br />
almost totally on cylinder-wall crosshatch<br />
to supply lubricating oil. When the<br />
piston travels down during the power<br />
stroke, the cylinder wall is exposed to<br />
the burning fuel. Consequently, the oil<br />
on the wall is partially burned away,<br />
meaning the piston rings will not receive<br />
full lubrication during the return trip up<br />
the bore on the exhaust stroke. The molytype<br />
ring carries its own lubrication<br />
which is not directly exposed to combustion.<br />
The reason for different bore finishes<br />
according to the type ring used should<br />
now be obvious. A chrome ring depends<br />
on a coarsely finished cylinder wall<br />
to retain lubricating oil. If plain or<br />
chrome rings are used, the bore should<br />
be finish-honed with a 280-grit stone.<br />
A <strong>400</strong>-grit stone is used for moly rings.<br />
A 30" cross-hatch pattern is used for<br />
all ring types.<br />
Install the Main-Bearing Caps-Prior to<br />
delivering your block for boring and/or<br />
honing, install the main-bearing caps.<br />
<strong>To</strong>rque them to specification: 95-105<br />
ft. lbs. for all 1/2-13 main-bearing bolts.<br />
For those using four-bolt mains, the outer<br />
bolts <strong>of</strong> the <strong>351C</strong> CJ and Boss 351 are<br />
torqued 35-40 ft. lbs. and the <strong>429</strong>CJ<br />
and Super CJ are torqued 70-80 ft. lbs.<br />
This is necessary because the load imposed<br />
on the block by the main-bearing<br />
bolts distorts the bores slightly. Therefore,<br />
the bores are not the same shape before<br />
and after the main cap bolts are torqued.<br />
Consequently, the object <strong>of</strong> boring and<br />
honing the block with the main caps<br />
torqued to spec ensures that the bores<br />
will be as close to perfect by simulating<br />
the normal operating stresses and deflections<br />
in the block during the machining<br />
processes.<br />
Cylinder heads are another source <strong>of</strong><br />
bore distortion, but how can you hone<br />
the engine with the heads in place<br />
Fear not, the dilemma has been solved.<br />
Some engine shops use a torque plate<br />
when boring and honing. The 2-inchthick<br />
steel torque plate has four largediameter<br />
holes centered on the engine<br />
bores to allow clearance for boring and<br />
honing. The plate is torqued to the<br />
block just like the heads. If the shop you<br />
choose does not use a torque plate,<br />
don't be overly concerned. This is not<br />
absolutely essential unless you are building<br />
an engine for all-out racing. Using<br />
a torque plate increases the machining<br />
costs due to the additional time required.<br />
Therefore, if you are on a tight budget,<br />
make some cost comparisons. Regardless<br />
Honing block with a hand-held hone after<br />
boring. Bore diameter is checked<br />
periodically as correct bore size is<br />
approached. It is particularly important that<br />
main-bearing caps are in place and their<br />
bolts torqued to spec to produce accurately<br />
honed bores.<br />
<strong>of</strong> whether or not a torque plate is used,<br />
do install the main-bearing caps-that's<br />
free if you do it.<br />
Chamfer the Bores-After your block is<br />
back from the machine shop, inspect the<br />
bore tom. The machinist should have<br />
filed or ground a small chamfer or bevel<br />
at the top <strong>of</strong> each bore after honing. This<br />
eases piston installation by providing a<br />
lead-in for the piston and rings, and it<br />
eliminates sharp edges that will get hot<br />
in the combustion chamber. A 60°,<br />
1116-inch-wide chamfer is sufficient. A<br />
fine-tooth halfround or rat-tail file works<br />
well for this job. Just hold the file at<br />
a 60" angle to the deck surface, or 30"<br />
to the bore as you work your way around<br />
the top <strong>of</strong> each cylinder. Don't hit the<br />
opposite side <strong>of</strong> the cylinder wall with<br />
the end <strong>of</strong> the file. You don't want to<br />
gouge your freshly honed bore.<br />
Clean it Again-Even though your block<br />
was hot-tanked, spray-jetted or whatever<br />
method you used for cleaning it,<br />
your block must be cleaned again. If you<br />
are trying to save your cam bearings, inform<br />
your machinist, otherwise he'U<br />
automatically clean the block after he's<br />
machined it. So, if he uses a hot tank,<br />
it's good-bye bearings. This second<br />
cleaning removes machining residue,<br />
mainly dust and grit left from the honing<br />
stones. If it isn't removed before the<br />
engine is assembled, your engine will eat<br />
up a set <strong>of</strong> rings so fast it'll make your<br />
wallet ache. Grit will be circulated<br />
through your engine's oiling system<br />
and end up embedded in the crankshaft,<br />
connecting-rod and camshaft bearings,<br />
turning them into little grinding stones.