Einfluss der Stapellagerung auf die Eigenschaften von ...
Einfluss der Stapellagerung auf die Eigenschaften von ...
Einfluss der Stapellagerung auf die Eigenschaften von ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
<strong>Einfluss</strong> <strong>der</strong> <strong>Stapellagerung</strong> <strong>auf</strong> <strong>die</strong> <strong>Eigenschaften</strong> <strong>von</strong> Holzwerkstoffplatten Seite 9<br />
Ohlmeyer und Kruse<br />
wird im industriellen Produktionsprozess mit Hilfe <strong>von</strong> Kühlkanälen o<strong>der</strong> Konditionierungskammern<br />
(Kiosseff 1974) o<strong>der</strong> durch Sternwen<strong>der</strong> (Heller 1995) erreicht. Die damit<br />
möglicherweise einhergehenden Probleme wurden bereits oben erläutert.<br />
3.1.2 Feuchte<br />
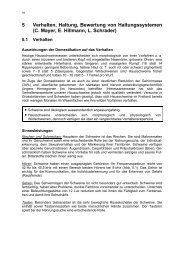
Nach dem Verpressen liegt eine Feuchteverteilung senkrecht zur Plattenoberfläche vor, <strong>die</strong><br />
im beson<strong>der</strong>en Maß <strong>von</strong> <strong>der</strong> Feuchte <strong>der</strong> Matte vor dem Heißpressen, <strong>der</strong> Presszeit und<br />
dem Strömungswi<strong>der</strong>stand abhängig ist. Berechnungen <strong>von</strong> Bolton et al. (1989a) ergeben,<br />
dass <strong>die</strong> Feuchte einer Laborplatte, ausgehend <strong>von</strong> einer homogenen Feuchte <strong>von</strong> 16% vor<br />
dem Verpressen, am Ende des Pressens in <strong>der</strong> Deckschicht einen Wert um 3% annimmt,<br />
während <strong>die</strong> Feuchte in <strong>der</strong> Mittelschicht <strong>auf</strong> etwa 18% ansteigt (Abbildung 3).<br />
Untersuchungen an industriell hergestellten Platten zeigten ähnliche Ergebnisse für <strong>die</strong><br />
Deckschicht (ca. 3%), jedoch deutlich geringere Feuchten in <strong>der</strong> Mittelschicht (ca. 5,5%)<br />
(Kruse und Ohlmeyer 1999).<br />
20<br />
%<br />
16<br />
12<br />
10<br />
%<br />
8<br />
Feuchte u<br />
8<br />
4<br />
0<br />
0 5 10 15<br />
Abstand <strong>von</strong> <strong>der</strong> Oberfläche mm<br />
20<br />
Feuchte u<br />
6<br />
4<br />
2<br />
0<br />
DS MS DS<br />
Abbildung 3: Variation <strong>der</strong> berechneten Feuchte<br />
einer 20 mm dicken Laborplatte während<br />
des Verpressens (650 kg/m³).<br />
¯ : Beginn – Pressen;<br />
• : Beginn – Periode konstanter<br />
Temperaturen in <strong>der</strong> Mittelschicht;<br />
• : Beginn des nachfolgenden, allmählichen<br />
Temperaturanstiegs (Bolton et al. 1989a)<br />
Abbildung 4: Än<strong>der</strong>ung <strong>der</strong> Feuchte in Deck- und<br />
Mittelschichten einer Industriespanplatte<br />
während <strong>der</strong> Abkühlung.<br />
t : 6 min nach Verlassen <strong>der</strong> Heißpresse;<br />
¯ : 120 min nach Verlassen <strong>der</strong> Heißpresse;<br />
x : 24 h nach Verlassen <strong>der</strong> Heißpresse;<br />
– : nach Klimatisierung bei 20°C/65% rel. LF<br />
(Kruse und Ohlmeyer 1999)<br />
Nach Kehr und Grabitzki (1965) schwankt das Feuchteprofil in einer Spanne zwischen 3%<br />
bis 5% (Deckschicht) und 9% bis 13% (Mittelschicht). Bei kurzen Presszeiten und hohen<br />
Spanfeuchten vor dem Heißpressen werden <strong>die</strong> Feuchtedifferenzen verstärkt, beson<strong>der</strong>s in