ALUMINIUM IM NUTZFAHRZEUGBAU - Alueurope.eu
ALUMINIUM IM NUTZFAHRZEUGBAU - Alueurope.eu
ALUMINIUM IM NUTZFAHRZEUGBAU - Alueurope.eu
- Keine Tags gefunden...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
EUROPEAN <strong>ALUMINIUM</strong> ASSOCIATION <strong>ALUMINIUM</strong> <strong>IM</strong> <strong>NUTZFAHRZEUGBAU</strong> KAPITEL VII 101<br />
3.3.7. Streckbiegen durch<br />
rotierende Werkz<strong>eu</strong>ge<br />
(Rotations- Streckbiegen)<br />
Bei dieser Methode wird das Profil<br />
an seinen beiden Enden<br />
gegriffen und über ein oder zwei<br />
rotierende Werkz<strong>eu</strong>ge mit einer<br />
Kontur des fertigen Produktes<br />
gebogen. Der Streckeffekt ist<br />
dabei ein Resultat der Rotation<br />
und kann durch die Anordnung<br />
der Rotationswerkz<strong>eu</strong>ge beeinflusst<br />
werden. Im Gegensatz zum<br />
konventionellen Streckbiegen<br />
(3.3.6), beginnt der Biegeprozess<br />
an einem Ende des Profils und<br />
bewegt sich dann zur Mitte hin.<br />
Das primäre Biegemoment wird<br />
durch die rotierenden Werkz<strong>eu</strong>ge<br />
erz<strong>eu</strong>gt und ist normalerweise<br />
konstant über die Länge des<br />
Werkstückes. Dieser Prozess ist<br />
durch die geringen Quer- (Schub-<br />
)kräfte und damit geringen Kontaktkräfte<br />
zwischen dem Profil<br />
und dem Werkz<strong>eu</strong>g gekennzeichnet.<br />
Rotations- Streckbiegen kann in<br />
speziellen Preßwerkz<strong>eu</strong>gen oder<br />
in stand- alone Biegemaschinen<br />
durchgeführt werden.<br />
3.3.8. 3- dimensionales<br />
Streckbiegen<br />
Das Profil wird an seinen beiden<br />
Enden von der Maschine gegriffen<br />
und über fixierte oder rotierende<br />
Werkz<strong>eu</strong>ge (Leisten) dreidimensional<br />
(„aus der Fläche<br />
heraus“) verformt. Dies kann<br />
mit Werkz<strong>eu</strong>gen erfolgen, bei<br />
denen die Bewegungen mechanisch<br />
definiert sind oder mit programmierbaren<br />
Werkz<strong>eu</strong>gen<br />
oder Maschinen.<br />
3.3.9. Änderung<br />
des Querschnitts<br />
Dies wird normalerweise durch<br />
Eindrücken oder Einpressen eines<br />
geeigneten Werkz<strong>eu</strong>ges in ein<br />
Profil innerhalb einer Presse<br />
durchgeführt.<br />
3.3.10. Mechanische<br />
Kalibrierung von Teilen eines<br />
Profils<br />
Dies wird normalerweise durch<br />
Verwendung eines geeigneten<br />
Formwerkz<strong>eu</strong>gs in einer Presse<br />
im Druck- oder Zugstreckverfahren<br />
durchgeführt.<br />
3.3.11. Erreichbare Biegeradien<br />
Der bei gebogenen Profilen<br />
erreichbare Biegeradius ist stark<br />
von der jeweiligen Profilgeometrie<br />
abhängig und schwer<br />
vorauszuberechnen. Daher ist es<br />
ratsam, Versuche an Probestücken<br />
im Vorfeld durchzuführen.<br />
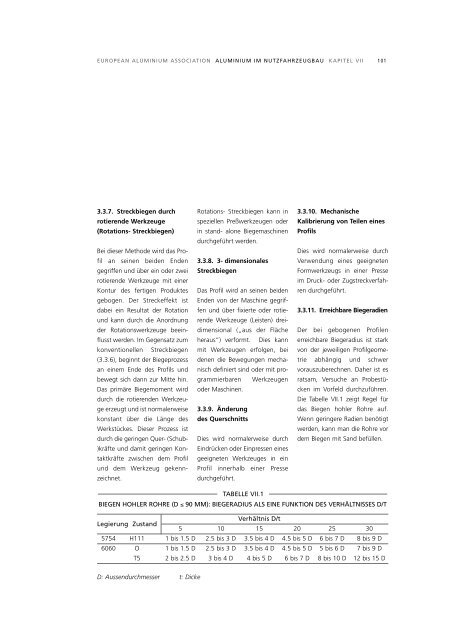
Die Tabelle VII.1 zeigt Regel für<br />
das Biegen hohler Rohre auf.<br />
Wenn geringere Radien benötigt<br />
werden, kann man die Rohre vor<br />
dem Biegen mit Sand befüllen.<br />
TABELLE VII.1<br />
BIEGEN HOHLER ROHRE (D ≤ 90 MM): BIEGERADIUS ALS EINE FUNKTION DES VERHÄLTNISSES D/T<br />
Legierung Zustand<br />
Verhältnis D/t<br />
5 10 15 20 25 30<br />
5754 H111 1 bis 1.5 D 2.5 bis 3 D 3.5 bis 4 D 4.5 bis 5 D 6 bis 7 D 8 bis 9 D<br />
6060 O 1 bis 1.5 D 2.5 bis 3 D 3.5 bis 4 D 4.5 bis 5 D 5 bis 6 D 7 bis 9 D<br />
T5 2 bis 2.5 D 3 bis 4 D 4 bis 5 D 6 bis 7 D 8 bis 10 D 12 bis 15 D<br />
D: Aussendurchmesser t: Dicke