ALUMINIUM IM NUTZFAHRZEUGBAU - Alueurope.eu
ALUMINIUM IM NUTZFAHRZEUGBAU - Alueurope.eu
ALUMINIUM IM NUTZFAHRZEUGBAU - Alueurope.eu
- Keine Tags gefunden...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
104 EUROPEAN <strong>ALUMINIUM</strong> ASSOCIATION <strong>ALUMINIUM</strong> <strong>IM</strong> <strong>NUTZFAHRZEUGBAU</strong> KAPITEL VII<br />
6. Tiefziehen<br />
5.2. Spanloses<br />
Gewindeschneiden<br />
Das Gewinde wird durch plastische<br />
Deformation des Metalls<br />
unter Verwendung eines Gewindebohrers<br />
mit abgerundetem<br />
polygonalen Querschnitt ohne<br />
Schneidspalt hergestellt.<br />
Der Durchmesser des Vorbohrloches<br />
hängt von der erforderlichen<br />
Gewindetiefe ab und muss<br />
akkurat gebohrt werden. Die<br />
Geschwindigkeiten des spanlosen<br />
Gewindeschneidens können<br />
50 m/min erreichen, wobei die<br />
Kühlung mit Schneidöl vorgenommen<br />
wird.<br />
Spanloses Gewindeschneiden<br />
bietet eine Vielzahl an Vorteilen<br />
bei Aluminiumlegierungen:<br />
• Das Gewinde hat eine lange<br />
Lebensdauer<br />
• Es verstärkt die Härte des<br />
Gewindes, seinen Anhaftwiderstand<br />
und die Dauerfestigkeit<br />
• Es entstehen keine Späne<br />
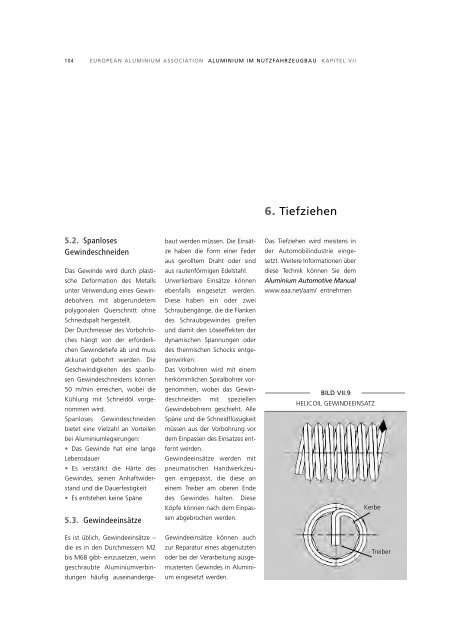
5.3. Gewindeeinsätze<br />
baut werden müssen. Die Einsätze<br />
haben die Form einer Feder<br />
aus gerolltem Draht oder sind<br />
aus rautenförmigen Edelstahl.<br />
Unverlierbare Einsätze können<br />
ebenfalls eingesetzt werden.<br />
Diese haben ein oder zwei<br />
Schraubengänge, die die Flanken<br />
des Schraubgewindes greifen<br />
und damit den Löseeffekten der<br />
dynamischen Spannungen oder<br />
des thermischen Schocks entgegenwirken.<br />
Das Vorbohren wird mit einem<br />
herkömmlichen Spiralbohrer vorgenommen,<br />
wobei das Gewindeschneiden<br />
mit speziellen<br />
Gewindebohrern geschieht. Alle<br />
Späne und die Schneidflüssigkeit<br />
müssen aus der Vorbohrung vor<br />
dem Einpassen des Einsatzes entfernt<br />
werden.<br />
Gewindeeinsätze werden mit<br />
pn<strong>eu</strong>matischen Handwerkz<strong>eu</strong>gen<br />
eingepasst, die diese an<br />
einem Treiber am oberen Ende<br />
des Gewindes halten. Diese<br />
Köpfe können nach dem Einpassen<br />
abgebrochen werden.<br />
Das Tiefziehen wird meistens in<br />
der Automobilindustrie eingesetzt.<br />
Weitere Informationen über<br />
diese Technik können Sie dem<br />
Aluminium Automotive Manual<br />
www.eaa.net/aam/ entnehmen<br />
BILD VII.9<br />
HELICOIL GEWINDEEINSATZ<br />
Kerbe<br />
‰<br />
Es ist üblich, Gewindeeinsätze –<br />
die es in den Durchmessern M2<br />
bis M68 gibt- einzusetzen, wenn<br />
geschraubte Aluminiumverbindungen<br />
häufig auseinanderge-<br />
Gewindeeinsätze können auch<br />
zur Reparatur eines abgenutzten<br />
oder bei der Verarbeitung ausgemusterten<br />
Gewindes in Aluminium<br />
eingesetzt werden.<br />
‰<br />
Treiber