ALUMINIUM IM NUTZFAHRZEUGBAU - Alueurope.eu
ALUMINIUM IM NUTZFAHRZEUGBAU - Alueurope.eu
ALUMINIUM IM NUTZFAHRZEUGBAU - Alueurope.eu
- Keine Tags gefunden...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
EUROPEAN <strong>ALUMINIUM</strong> ASSOCIATION <strong>ALUMINIUM</strong> <strong>IM</strong> <strong>NUTZFAHRZEUGBAU</strong> KAPITEL XIII 161<br />
4.3. Schweißen<br />
Die Vorschriften für das Reparieren<br />
sind grundlegend in Kapitel<br />
VII bezüglich des Formens und in<br />
diesem bezüglich des Schweißens<br />
beschrieben. Bei der Ausführung<br />
einer Reparatur ist es<br />
zwingend:<br />
• Die Fahrz<strong>eu</strong>gteile z.B. Tank,<br />
Fahrgestell, etc. in ihrer Position<br />
zu sichern. Klemmen sollten so<br />
eingestellt sein, dass sie eine<br />
geringe Ausdehnung erlauben,<br />
da eine zu feste Einspannung die<br />
nachteiligen Effekte eines<br />
Schrumpfens verstärken kann. Es<br />
ist auch sinnvoll Bereiche der<br />
Struktur zu markieren, die einer<br />
maximalen Spannung unterliegen<br />
(in Bezug auf die Konstruktionsberechnungen<br />
des Herstellers).<br />
• Das Ersatzteil zu stützen, um<br />
gleichmäßige Abstände zu<br />
erreichen.<br />
• Der Schweißnahtrichtung muss<br />
besondere Aufmerksamkeit<br />
gewidmet werden. Der Zweck<br />
liegt hierbei in der Begrenzung<br />
von Deformationen und der Minimierung<br />
des Risikos von Heißrissen.<br />
Die Volumenkontraktion in<br />
der Schweißnaht beträgt ca. 6%<br />
zwischen dem flüssigen und festen<br />
Zustand bei Raumtemperatur.<br />
Dieses Phänomen verursacht das<br />
Risiko von Rissbildungen.<br />
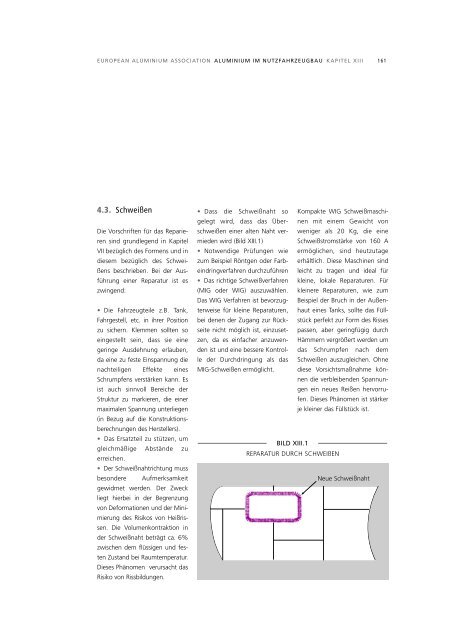
• Dass die Schweißnaht so<br />
gelegt wird, dass das Überschweißen<br />
einer alten Naht vermieden<br />
wird (Bild XIII.1)<br />
• Notwendige Prüfungen wie<br />
zum Beispiel Röntgen oder Farbeindringverfahren<br />
durchzuführen<br />
• Das richtige Schweißverfahren<br />
(MIG oder WIG) auszuwählen.<br />
Das WIG Verfahren ist bevorzugterweise<br />
für kleine Reparaturen,<br />
bei denen der Zugang zur Rückseite<br />
nicht möglich ist, einzusetzen,<br />
da es einfacher anzuwenden<br />
Kompakte WIG Schweißmaschinen<br />
mit einem Gewicht von<br />
weniger als 20 Kg, die eine<br />
Schweißstromstärke von 160 A<br />
ermöglichen, sind h<strong>eu</strong>tzutage<br />
erhältlich. Diese Maschinen sind<br />
leicht zu tragen und ideal für<br />
kleine, lokale Reparaturen. Für<br />
kleinere Reparaturen, wie zum<br />
Beispiel der Bruch in der Außenhaut<br />
eines Tanks, sollte das Füllstück<br />
perfekt zur Form des Risses<br />
passen, aber geringfügig durch<br />
Hämmern vergrößert werden um<br />
ist und eine bessere Kontrol-<br />
das Schrumpfen nach dem<br />
le der Durchdringung als das<br />
MIG-Schweißen ermöglicht.<br />
Schweißen auszugleichen. Ohne<br />
diese Vorsichtsmaßnahme können<br />
die verbleibenden Spannungen<br />
ein n<strong>eu</strong>es Reißen hervorrufen.<br />
Dieses Phänomen ist stärker<br />
je kleiner das Füllstück ist.<br />
BILD XIII.1<br />
REPARATUR DURCH SCHWEIßEN<br />
N<strong>eu</strong>e Schweißnaht<br />
‰