ALUMINIUM IM NUTZFAHRZEUGBAU - Alueurope.eu
ALUMINIUM IM NUTZFAHRZEUGBAU - Alueurope.eu
ALUMINIUM IM NUTZFAHRZEUGBAU - Alueurope.eu
- Keine Tags gefunden...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
EUROPEAN <strong>ALUMINIUM</strong> ASSOCIATION <strong>ALUMINIUM</strong> <strong>IM</strong> <strong>NUTZFAHRZEUGBAU</strong> KAPITEL VI 69<br />
7.3. Schweißverbindungen<br />
7.3.1. Allgemeines<br />
Die Regeln in EN 1999-1-1,<br />
Abschnitt 8.6, gelten für MIG<br />
oder WIG- geschweißte Bauteile<br />
mit einer Schweißnahtqualität in<br />
Übereinstimmung mit EN 1090-3.<br />
Es wird empfohlen, dies durch zertifizierte<br />
Schweißer durchführen<br />
zu lassen. Empfohlene Schweißzusatzwerkstoffe<br />
können in:<br />
• Kapitel VIII, Abschnitt 3.8<br />
• EN 1999-1-1, Abschnitt 3.3.4<br />
• EN 1011-4<br />
gefunden werden.<br />
Beim Schweißen kaltverfestigter<br />
Aluminiumlegierungen wird ein Teil<br />
des Verfestigungseffektes zerstört.<br />
In einer Schweißverbindung kann es<br />
3 verschiedene Festigkeiten geben:<br />
• Die Festigkeit des Grundwerkstoffs<br />
(nicht wärmebeeinflusst) (f o<br />
)<br />
• Die Festigkeit in der WEZ (f o,WEZ<br />
)<br />
• Die Festigkeit des Schweißwerkstoffs<br />
(f w<br />
)<br />
Normalerweise ist es notwendig,<br />
die Spannungen in der WEZ und<br />
in den Schweißnähten zu prüfen.<br />
Die Festigkeit in der WEZ hängt<br />
von der Legierung, dem Zustand,<br />
der Art des Produktes und dem<br />
Schweißverfahren ab. Werte<br />
hierzu sind in Tabelle 3.2 in der<br />
EN 1999-1-1 enthalten.<br />
Die Festigkeit in der Schweißnaht<br />
hängt vom Zusatzwerkstoff und<br />
den geschweißten Legierungen<br />
ab. Werte hierzu sind in Tabelle<br />
8.8 in der EN 1999-1-1 zu finden.<br />
Einseitige Stumpfnähte ohne<br />
Rückenstütze sind praktisch beim<br />
Aluminiumschweißen unmöglich.<br />
Wenn einseitige Stumpfnähte<br />
unvermeidbar sind, muss die<br />
effektive Nahtstärke betrachtet<br />
werden als:<br />
• Die Tiefe der Nahtvorbereitung<br />
für J und U- Nähte<br />
• Die Tiefe der Schweißnahtvorbereitung<br />
minus 3 mm oder<br />
25%, (der kleinere beider<br />
Werte) für V -Nähte<br />
Zusätzlich zu einer Stumpfnaht<br />
kann eine Kehlnaht eingesetzt<br />
werden, um die geringe Eindringtiefe<br />
der Stumpfnaht zu<br />
kompensieren.<br />
Bei der Auslegung von<br />
Schweißverbindungen sollten<br />
einige praktische Vorsichtsmaßnahmen<br />
berücksichtigt werden:<br />
• Guten Zugang zur Schweißstelle<br />
ermöglichen. Der Kopf der<br />
Schweißmaschine zum Schweißen<br />
von Aluminium ist relativ<br />
groß, so dass ausreichend Freiraum<br />
um die Schweißnaht<br />
herum vorhanden sein muss.<br />
• Ein guter Zugang wird ebenfalls<br />
für die Prüfung der Nahtqualität<br />
benötigt. Alle Nähte sollten<br />
100 % visuell geprüft werden<br />
zusammen mit einigen nicht- zerstörenden<br />
Prüfungen (NZT).<br />
• Voll durchgehende einseitige<br />
Stumpfnähte können nicht ohne<br />
Rückenstütze geschweißt werden.<br />
• Wenn möglich, sollten Schweißnähte<br />
im Bereich der niedrigsten<br />
Spannungen platziert werden.<br />
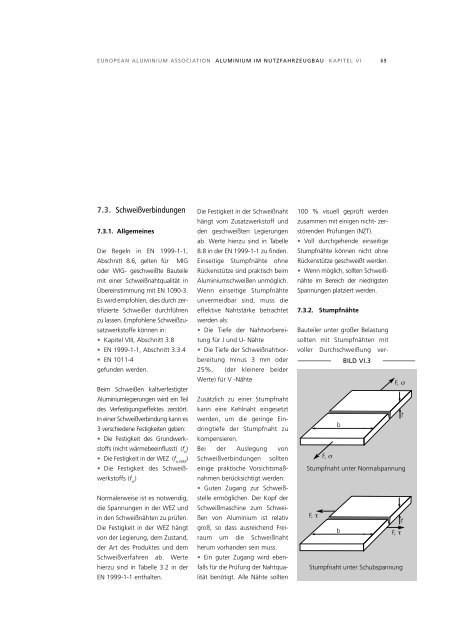
7.3.2. Stumpfnähte<br />
Bauteiler unter großer Belastung<br />
sollten mit Stumpfnähten mit<br />
voller Durchschweißung ver-<br />
BILD VI.3<br />
F, σ<br />
‰<br />
b<br />
‰<br />
F, σ<br />
‰<br />
‰<br />
Stumpfnaht unter Normalspannung<br />
F, τ<br />
‰<br />
t<br />
‰<br />
‰<br />
b<br />
‰ F, τ<br />
Stumpfnaht unter Schubspannung<br />
t