ALUMINIUM IM NUTZFAHRZEUGBAU - Alueurope.eu
ALUMINIUM IM NUTZFAHRZEUGBAU - Alueurope.eu
ALUMINIUM IM NUTZFAHRZEUGBAU - Alueurope.eu
- Keine Tags gefunden...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
EUROPEAN <strong>ALUMINIUM</strong> ASSOCIATION <strong>ALUMINIUM</strong> <strong>IM</strong> <strong>NUTZFAHRZEUGBAU</strong> KAPITEL VII 103<br />
5. Gewindeschneiden<br />
Gewinde werden in Aluminium<br />
geschnitten, wenn keine andere<br />
Verbindungstechnik eingesetzt<br />
werden kann 6 . Wenn Gewinde in<br />
Aluminium geschnitten werden<br />
sollen, muss sichergestellt sein,<br />
daß der Gewindeschnitt tief<br />
genug für diesen Zweck ist. Die<br />
Gewindelänge sollte zwischen 1<br />
und 2 x dem Hauptdurchmesser<br />
6. Bei einer Verbindung, bei der kontinuierliche Verbindungsmethoden wie<br />
Schweißen oder Kleben eingesetzt werden, sollten keine zusätzlichen Verbindungsmittel<br />
eingesetzt werden.<br />
Gewindelöcher in Aluminium sollten nur eingesetzt werden, wenn andere Verbindungsmethoden<br />
nicht möglich sind und wo die Dehngrenze des Metalls 200 MPa<br />
überschreitet. Die tragende Gewindelänge der Schraube muß 1,5 x dem Durchmesser<br />
der Schraube entsprechen. Wenn die Schrauben wiederholt gelöst und wieder<br />
angezogen werden müssen, sollten Einsätze wie z.B. Helicoils verwendet werden.<br />
des Gewindes betragen und ist<br />
von der Anwendung, der Legierung<br />
und dem Zustand des Materials<br />
abhängig. So liegt zum Beispiel<br />
die notwendige Gewindelänge<br />
einer hochfesten 6000er-<br />
Legierung im Zustand T6 bei dem<br />
1,2- fachen des Gewindedurchmessers.<br />
Ungekehrt benötigen<br />
weichere Legierungen tiefere<br />
Gewindelängen. Es gibt 2 Methoden<br />
des Gewindeschneidens:<br />
• Spanend<br />
• Spanlos (umformend)<br />
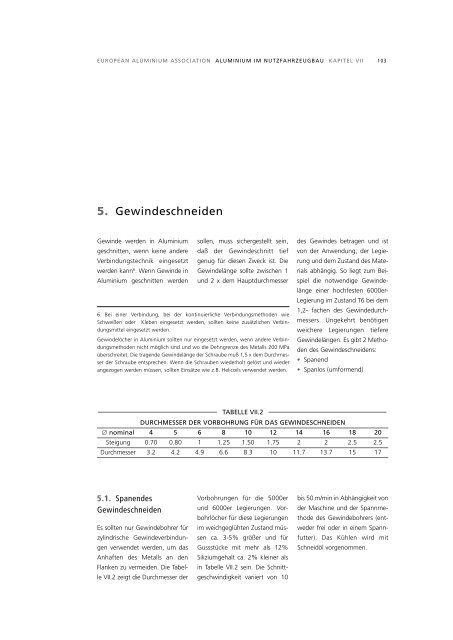
TABELLE VII.2<br />
DURCHMESSER DER VORBOHRUNG FÜR DAS GEWINDESCHNEIDEN<br />
∅ nominal 4 5 6 8 10 12 14 16 18 20<br />
Steigung 0.70 0.80 1 1.25 1.50 1.75 2 2 2.5 2.5<br />
Durchmesser 3.2 4.2 4.9 6.6 8.3 10 11.7 13.7 15 17<br />
5.1. Spanendes<br />
Gewindeschneiden<br />
Es sollten nur Gewindebohrer für<br />
zylindrische Gewindeverbindungen<br />
verwendet werden, um das<br />
Anhaften des Metalls an den<br />
Flanken zu vermeiden. Die Tabelle<br />
VII.2 zeigt die Durchmesser der<br />
Vorbohrungen für die 5000er<br />
und 6000er Legierungen. Vorbohrlöcher<br />
für diese Legierungen<br />
im weichgeglühten Zustand müssen<br />
ca. 3-5% größer und für<br />
Gussstücke mit mehr als 12%<br />
Siliziumgehalt ca. 2% kleiner als<br />
in Tabelle VII.2 sein. Die Schnittgeschwindigkeit<br />
variiert von 10<br />
bis 50 m/min in Abhängigkeit von<br />
der Maschine und der Spannmethode<br />
des Gewindebohrers (entweder<br />
frei oder in einem Spannfutter).<br />
Das Kühlen wird mit<br />
Schneidöl vorgenommen.