ALUMINIUM IM NUTZFAHRZEUGBAU - Alueurope.eu
ALUMINIUM IM NUTZFAHRZEUGBAU - Alueurope.eu
ALUMINIUM IM NUTZFAHRZEUGBAU - Alueurope.eu
- Keine Tags gefunden...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
EUROPEAN <strong>ALUMINIUM</strong> ASSOCIATION <strong>ALUMINIUM</strong> <strong>IM</strong> <strong>NUTZFAHRZEUGBAU</strong> KAPITEL VIII 117<br />
3.8. Auswahl des Zusatzwerkstoffes<br />
Die meisten der in Kapitel V aufgelisteten<br />
Legierungen sind<br />
schweißbar und auch Kombinationen<br />
dieser Legierungen sind<br />
schweißbar. Schweißzusatzwerkstoffe<br />
sind nicht immer in exakt<br />
derselben chemischen Zusammensetzung<br />
erhältlich wie der zu<br />
schweißende Grundwerkstoff. Es<br />
gibt Drähte und Elektroden in<br />
den 4000er- und 5000er- Legierungen<br />
auf dem Markt; im Einzelnen<br />
sind dies 4043A, 4045,<br />
4047A, 5183, 5356 und 5556A<br />
(siehe auch ISO 18273). In der<br />
Tabelle VII.2 wird der beste<br />
Zusatzwerkstoff unter den Kriterien<br />
unterschiedlicher Anforderungen<br />
wie optimale Festigkeit,<br />
gute Korrosionsbeständigkeit<br />
und gute Schweißeigenschaften<br />
empfohlen. Eine Auswahl muss<br />
nach der relativen Wichtigkeit<br />
der einzelnen Anforderungen<br />
getroffen werden.<br />
Die Zusatzwerkstoffe sollten in<br />
ihrer versiegelten Verpackung bis<br />
zum Gebrauch gelagert werden.<br />
Wenn ein Paket geöffnet wurde,<br />
sollte es in einer trockenen<br />
Umgebung gelagert werden, da<br />
F<strong>eu</strong>chtigkeit auf der Oberfläche<br />
des Drahtes zu einer Porosität<br />
der Schweißnaht führen kann.<br />
Wenn offene Drahtspulen den<br />
umgebenden Umweltbedingungen<br />
für eine längere Zeit (Monate)<br />
ausgesetzt sind, dann wird<br />
empfohlen, diese in einer Wärmebox<br />
bei ca. 80°C für eine<br />
Nacht vor der Verwendung zu<br />
trocknen.<br />
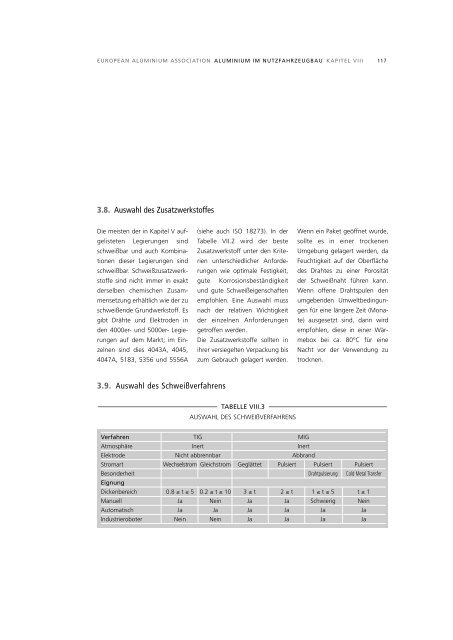
3.9. Auswahl des Schweißverfahrens<br />
TABELLE VIII.3<br />
AUSWAHL DES SCHWEIßVERFAHRENS<br />
Verfahren TIG MIG<br />
Atmosphäre Inert Inert<br />
Elektrode Nicht abbrennbar Abbrand<br />
Stromart Wechselstrom Gleichstrom Geglättet Pulsiert Pulsiert Pulsiert<br />
Besonderheit Drahtpulsierung Cold Metal Transfer<br />
Eignung<br />
Dickenbereich 0.8 ≤ t ≤ 5 0.2 ≤ t ≤ 10 3 ≤ t 2 ≤ t 1 ≤ t ≤ 5 t ≤ 1<br />
Manuell Ja Nein Ja Ja Schwierig Nein<br />
Automatisch Ja Ja Ja Ja Ja Ja<br />
Industrieroboter Nein Nein Ja Ja Ja Ja