Online proceedings - EDA Publishing Association
Online proceedings - EDA Publishing Association
Online proceedings - EDA Publishing Association

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
was the pushed place.<br />
11-13 May 2011, Aix-en-Provence, France<br />
<br />
Ⅲ. CHARACTERIZATION OF FABRICATION PROCESS<br />
The die-coating system and weaving system were<br />
characterized. In the die-coating system, we established a<br />
system of die-coating to form PEDOT:PSS and UV-curable<br />
adhesive-coated fibers that conformed to two specifications<br />
including length and film thickness. The system we<br />
developed, consisted of a winding machine to continuously<br />
transfer fibers, a die to coat PEDOT:PSS, and a heater or UV<br />
light to dry the solvent. The system was required to be tested<br />
to check whether it could form fibers that met the<br />
specifications. First, the die’s diameter for defining the film<br />
thickness is needed to be tuned. The thickness of<br />
PEDOT:PSS should be several hundreds of nm while that of<br />
UV-curable adhesive should be several micrometers.<br />
Second, to make fibers that were hundreds of m-long, the<br />
traveling speed of the fiber had to be considered in terms of<br />
throughput. If the traveling speed was as slow as the speed<br />
with sputtering, which is 30–40 centimeters of chamber size<br />
per 4–5 h for one process duration, it took hundreds of<br />
processes and thousands of hours to coat 100 m-long fibers.<br />
Therefore, a traveling speed of several m/min. was required<br />
to complete a long fiber. In fast-speed deposition, a speed<br />
that was too fast did not enable the wet PEDOT:PSS solution<br />
to follow the fiber. The maximum speed to form a uniform<br />
film was defined, tested, and confirmed so that it satisfied<br />
requirements. Finally, long fibers were actually fabricated<br />
under the defined conditions for the diameter of the die and<br />
the maximum traveling speed.<br />
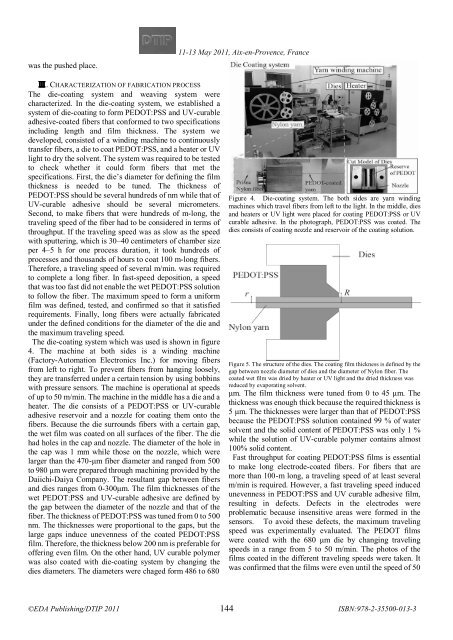
The die-coating system which was used is shown in figure<br />
4. The machine at both sides is a winding machine<br />
(Factory-Automation Electronics Inc.) for moving fibers<br />
from left to right. To prevent fibers from hanging loosely,<br />
they are transferred under a certain tension by using bobbins<br />
with pressure sensors. The machine is operational at speeds<br />
of up to 50 m/min. The machine in the middle has a die and a<br />
heater. The die consists of a PEDOT:PSS or UV-curable<br />
adhesive reservoir and a nozzle for coating them onto the<br />
fibers. Because the die surrounds fibers with a certain gap,<br />
the wet film was coated on all surfaces of the fiber. The die<br />
had holes in the cap and nozzle. The diameter of the hole in<br />
the cap was 1 mm while those on the nozzle, which were<br />
larger than the 470-μm fiber diameter and ranged from 500<br />
to 980 μm were prepared through machining provided by the<br />
Daiichi-Daiya Company. The resultant gap between fibers<br />
and dies ranges from 0-300μm. The film thicknesses of the<br />
wet PEDOT:PSS and UV-curable adhesive are defined by<br />
the gap between the diameter of the nozzle and that of the<br />
fiber. The thickness of PEDOT:PSS was tuned from 0 to 500<br />
nm. The thicknesses were proportional to the gaps, but the<br />
large gaps induce unevenness of the coated PEDOT:PSS<br />
film. Therefore, the thickness below 200 nm is preferable for<br />
offering even film. On the other hand, UV curable polymer<br />
was also coated with die-coating system by changing the<br />
dies diameters. The diameters were chaged form 486 to 680<br />
Figure 4. Die-coating system. The both sides are yarn winding<br />
machines which travel fibers from left to the light. In the middle, dies<br />
and heaters or UV light were placed for coating PEDOT:PSS or UV<br />
curable adhesive. In the photograph, PEDOT:PSS was coated. The<br />
dies consists of coating nozzle and reservoir of the coating solution.<br />
Figure 5. The structure of the dies. The coating film thickness is defined by the<br />
gap between nozzle diameter of dies and the diameter of Nylon fiber. The<br />
coated wet film was dried by heater or UV light and the dried thickness was<br />
reduced by evaporating solvent.<br />
μm. The film thickness were tuned from 0 to 45 μm. The<br />
thickness was enough thick because the required thickness is<br />
5 μm. The thicknesses were larger than that of PEDOT:PSS<br />
because the PEDOT:PSS solution contained 99 % of water<br />
solvent and the solid content of PEDOT:PSS was only 1 %<br />
while the solution of UV-curable polymer contains almost<br />
100% solid content.<br />
Fast throughput for coating PEDOT:PSS films is essential<br />
to make long electrode-coated fibers. For fibers that are<br />
more than 100-m long, a traveling speed of at least several<br />
m/min is required. However, a fast traveling speed induced<br />
unevenness in PEDOT:PSS and UV curable adhesive film,<br />
resulting in defects. Defects in the electrodes were<br />
problematic because insensitive areas were formed in the<br />
sensors. To avoid these defects, the maximum traveling<br />
speed was experimentally evaluated. The PEDOT films<br />
were coated with the 680 μm die by changing traveling<br />
speeds in a range from 5 to 50 m/min. The photos of the<br />
films coated in the different traveling speeds were taken. It<br />
was confirmed that the films were even until the speed of 50<br />
144