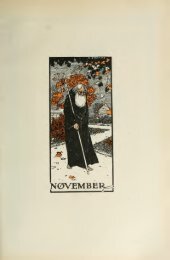
262 Экономика и управление «<strong>Молодой</strong> <strong>учёный</strong>» . № 5 (40) . Май, 2012 г. Рис. 1. Механизм использования карточек по системе «Канбан» на ОАО «Завод ЖБК-1»
“Young Scientist” . #5 (40) . May 2012 лучше покупать соответствующий материал. Возможно также цветное обозначение маркеров. Достаточным является количество карточек, необходимых для покрытия ожидаемого спроса в течение времени выполнения заказа, плюс некоторое дополнительное резервное количество. Количество карточек определяют по формуле (1) [2]: где DL – ожидаемый спрос в период выполнения заказа; k – количество карточек «канбан»; D – среднее количество деталей, потребляемых последующим участком в единицу времени; L – время выполнения заказа (выраженное в соответствующих единицах); S – страховой запас, выраженный в процентах относительно спроса за период выполнения заказа; С – емкость контейнера. Технологическая линия по изготовлению «Пустотного настила на щебне» спроектирована таким образом, что может отреагировать на заказ изготовления продукции за 19,76 часов. Время транспортирования арматуры небольшое, им можно пренебречь. Производство «Пустотного настила на щебне» позволяет выполнять приблизительно 2 запуска за сутки. Из-за некоторой нестабильности процесса руководство решило иметь резервный запас, эквивалентный 10 % от необходимого количества материальных запасов. Определим сколько карточек «канбан» необходимо для управления запасами. В этом случае время пополнения запаса (L) равно 19,76 часов. Спрос (D) составляет 2 запуска за сутки. Резервный запас (S) равен 10 % от ожидаемого спроса и емкость контейнера (С) составляет 3 тонны. Таким образом, получаем: В этом случае необходимо 15 карточек «канбан». Во всех случаях при вычислении (К) необходимо округлять полученную цифру в большую сторону, так как для работы всегда необходимо иметь полный набор комплектующих изделий. Рассмотренный способ управления отклонениями по сырью и материалам отличается следующими положительными свойствами: – низкими затратами на материально-техническое обеспечение производства; – низкими затратами на обучение персонала; – комфортные условия работы персонала. – короткий срок внедрения. Таким образом, используемая в системе «Канбан» система карточек и маркеров позволяет существенно (1) Economics and Management 263 оптимизировать процесс потребления ресурсов на предприятии. Карточки и маркеры сигнализируют о необходимости строгого соблюдения заранее установленного объема производства продукции и соответствующего ему потребления ресурсов. Контроль за движением карточек и маркеров со стороны трансинформационного центра и диспетчера запасов способствует своевременному обнаружению сбоев в работе предприятия, ведущих к не обоснованному росту затрат. 2. Предварительный расчет отклонений по фактической рецептуре запуска материалов в производство. Способ применяется в производствах, в которых сырье и материалы потребляются в виде смеси. Отклонения от норм затрат при его использовании выявляются путем сравнения фактического и нормативного расхода материалов по каждому компоненту смеси. С помощью этого способа определяются отклонения израсходованного набора материалов от их расхода в составе, предусмотренном действующей технологией. Этот способ применим в тех случаях, когда при отпуске сырья и материалов в производство часто возникают отклонения в их расходе из-за структурных сдвигов в составе исходной смеси. Поэтому его применение особенно будет полезным в производстве блочного кирпича, силикатного кирпича, цемента, листового стекла и т.п. 3. Инвентарный способ. Отклонения от нормативного расхода материалов с использованием инвентарного способа выявляются путем сопоставления их фактического расхода с нормативным. Расчет, как правило, ведется укрупнено – за определенный период времени (смену, пятидневку, декаду, месяц). При этом, сокращение продолжительности периода выявления отклонений при использовании этого способа позволяет существенно повысить результаты контроля расхода материалов. Данный способ предполагает проведение инвентаризации остатков неизрасходованных материалов по каждому рабочему месту (цеху, участку, бригаде). Фактический расход сырья и материалов в производстве (Рф) определяется по формуле (2): Рф = Он + П – Ок, (2) где Он – остаток материала на начало периода; П – поступление материала за отчетный период; Ок – остаток материала на конец периода. Расход материала по норме устанавливается умножением количества изготовленных изделий на норму его расхода на изделие. Далее его вычитанием из фактического расхода выявляют отклонения от норм. По выявленным отклонениям определяют причину и виновников их возникновения. Рассмотренный способ применим, в частности, на бетонно-растворных узлах, где большая часть исходного сырья хранится под открытым небом и документальный учет его отпуска в производство не ведется.