Fusion entre les données ultrasonores et les images de radioscopie ...
Fusion entre les données ultrasonores et les images de radioscopie ...
Fusion entre les données ultrasonores et les images de radioscopie ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
&KDSLWUH ,,, 7UDLWHPHQW DXWRPDWLTXH GHV GRQQpHV<br />
__________________________________________________________________________________________<br />
Amax<br />
est l'amplitu<strong>de</strong> maximale <strong>de</strong> tous <strong>les</strong> échos, P & le vecteur <strong>de</strong> position (X, Y, Z) <strong>et</strong> D & , le<br />
vecteur dimension (L, ", h).<br />
Nous pouvons remarquer ici une propriété générale en fusion <strong>de</strong> <strong>données</strong>. L’élaboration <strong>de</strong>s<br />
processus <strong>de</strong> traitements <strong>et</strong> d’analyse <strong>de</strong>s <strong>données</strong> doit s’effectuer non seulement en fonction<br />
<strong>de</strong>s connaissances physiques <strong>de</strong>s mesures <strong>de</strong> chaque capteur, mais également en fonction <strong>de</strong> la<br />
complémentarité <strong>de</strong>s informations apportées par <strong>les</strong> différents capteurs. La mesure <strong>de</strong> la<br />
longueur d’un défaut est précise avec le contrôle RX lorsque le défaut est volumique alors<br />
qu’elle s’avère plus efficace avec le contrôle US pour <strong>les</strong> défauts linéaires. Elaborer un<br />
traitement ou une analyse <strong>de</strong>s <strong>données</strong> fournies par un capteur sans tenir compte <strong>de</strong>s<br />
informations fournies par <strong>les</strong> autres capteurs peut conduire à une étu<strong>de</strong> fastidieuse <strong>et</strong><br />
inadaptée.<br />
III.2.2.<br />
Positionnement imprécis du défaut dans le volume interne <strong>de</strong> la soudure<br />
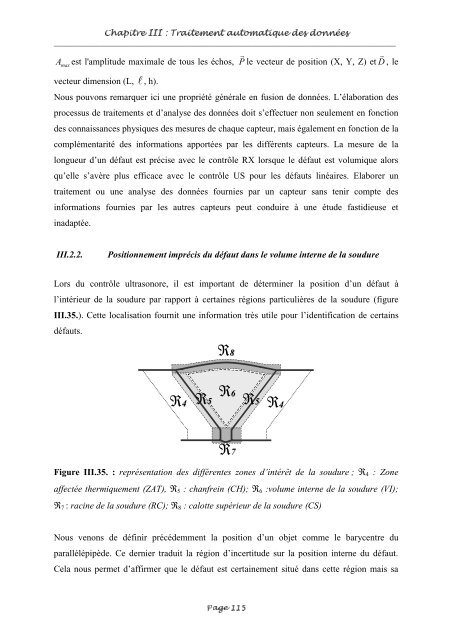
Lors du contrôle ultrasonore, il est important <strong>de</strong> déterminer la position d’un défaut à<br />
l’intérieur <strong>de</strong> la soudure par rapport à certaines régions particulières <strong>de</strong> la soudure (figure<br />
III.35.). C<strong>et</strong>te localisation fournit une information très utile pour l’i<strong>de</strong>ntification <strong>de</strong> certains<br />
défauts.<br />
R8<br />
R4<br />
R5<br />
R6<br />
R5<br />
R4<br />
R7<br />
Figure III.35. : représentation <strong>de</strong>s différentes zones d’intérêt <strong>de</strong> la soudure ; R 4 : Zone<br />
affectée thermiquement (ZAT), R 5 : chanfrein (CH); R 6 :volume interne <strong>de</strong> la soudure (VI);<br />
R 7 : racine <strong>de</strong> la soudure (RC); R 8 : calotte supérieur <strong>de</strong> la soudure (CS)<br />
Nous venons <strong>de</strong> définir précé<strong>de</strong>mment la position d’un obj<strong>et</strong> comme le baryc<strong>entre</strong> du<br />
parallélépipè<strong>de</strong>. Ce <strong>de</strong>rnier traduit la région d’incertitu<strong>de</strong> sur la position interne du défaut.<br />
Cela nous perm<strong>et</strong> d’affirmer que le défaut est certainement situé dans c<strong>et</strong>te région mais sa<br />
3DJH