Fusion entre les données ultrasonores et les images de radioscopie ...
Fusion entre les données ultrasonores et les images de radioscopie ...
Fusion entre les données ultrasonores et les images de radioscopie ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
&KDSLWUH 9 5pVXOWDWV H[SpULPHQWDX[<br />
__________________________________________________________________________________________<br />
5 mm<br />
1<br />
1<br />
2<br />
faux défaut<br />
vrai défaut<br />
y<br />
21<br />
X<br />
5<br />
13<br />
4<br />
6<br />
9<br />
23<br />
25<br />
22<br />
14<br />
24<br />
16<br />
10<br />
20 19<br />
28 27<br />
7<br />
29<br />
11<br />
8<br />
17<br />
3<br />
12<br />
15<br />
26<br />
2<br />
18<br />
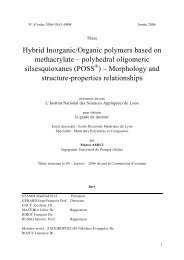
Figure V.10. : contours <strong>de</strong>s obj<strong>et</strong>s RX détectés dans le plan X-Y du matériau : <strong>les</strong> traits<br />
pointillés délimitent la zone d’excès <strong>de</strong> pénétration (dans c<strong>et</strong>te zone on distingue très<br />
n<strong>et</strong>tement <strong>les</strong> vagues <strong>de</strong> soudage)<br />
Parmi <strong>les</strong> 29 obj<strong>et</strong>s RX , l’expert relève 18 vrais défauts <strong>et</strong>, le reste <strong>de</strong>s obj<strong>et</strong>s sont <strong>de</strong>s fausses<br />
détections liées aux nombreuses variations d'épaisseur, interne (FIC), sur <strong>les</strong> bords <strong>de</strong> l’excès<br />
<strong>de</strong> pénétration (FBC) ou encore liées au bruit <strong>de</strong> l’image (FBR). Le premier défaut <strong>de</strong> manque<br />
<strong>de</strong> fusion est détecté en 5 différents segments (14, 10, 7, 11, <strong>et</strong> 8) <strong>et</strong> il se trouve superposé à<br />
une soufflure (16). Le second défaut MP est superposé à plusieurs soufflures dont 4 sont ici<br />
détectées (28, 27, 29 <strong>et</strong> 26). Au total, 13 soufflures sont détectées. Le traitement r<strong>et</strong>enu perm<strong>et</strong><br />
<strong>de</strong> bien détecter <strong>les</strong> défauts très faiblement contrastés présents dans c<strong>et</strong> échantillon tels que<br />
<strong>les</strong> soufflures <strong>de</strong> p<strong>et</strong>ite taille mais, l’importante irrégularité d’épaisseur <strong>de</strong> la calotte inférieure<br />
<strong>de</strong> la soudure provoque plusieurs fausses détections.<br />
II.2.2.2.<br />
Performances du traitement US<br />
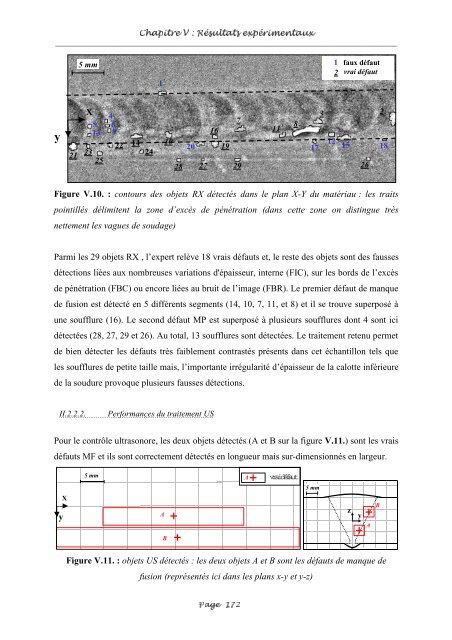
Pour le contrôle ultrasonore, <strong>les</strong> <strong>de</strong>ux obj<strong>et</strong>s détectés (A <strong>et</strong> B sur la figure V.11.) sont <strong>les</strong> vrais<br />
défauts MF <strong>et</strong> ils sont correctement détectés en longueur mais sur-dimensionnés en largeur.<br />
5 mm<br />
A<br />
vraidéfaut<br />
5 mm<br />
y<br />
X<br />
A<br />
z<br />
y<br />
A<br />
B<br />
B<br />
Figure V.11. : obj<strong>et</strong>s US détectés : <strong>les</strong> <strong>de</strong>ux obj<strong>et</strong>s A <strong>et</strong> B sont <strong>les</strong> défauts <strong>de</strong> manque <strong>de</strong><br />
fusion (représentés ici dans <strong>les</strong> plans x-y <strong>et</strong> y-z)<br />
3DJH