Fusion entre les données ultrasonores et les images de radioscopie ...
Fusion entre les données ultrasonores et les images de radioscopie ...
Fusion entre les données ultrasonores et les images de radioscopie ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
&KDSLWUH ,, (WXGH GHV WHFKQLTXHV GH FRQWU{OH 5; HW 86<br />
__________________________________________________________________________________________<br />
V.3.3.2.<br />
Incertitu<strong>de</strong>s liées au signal ultrasonore<br />
Lorsque le contrôle est effectué avec un traducteur focalisé, la pression acoustique <strong>de</strong> l’on<strong>de</strong><br />
ultrasonore est localisée dans une région <strong>de</strong> faible étendue autour <strong>de</strong> l’axe principal du<br />
faisceau ultrasonore. Le calcul <strong>de</strong>s équations précé<strong>de</strong>ntes fournit alors une bonne précision sur<br />
la localisation d’un défaut. Au contraire, dans le cas d’un traducteur à faisceau divergent, la<br />
pression acoustique s’exerce dans une région beaucoup plus étendue <strong>et</strong> il est alors plus<br />
difficile d’estimer avec précision la position d’un défaut. Lors du contrôle automatique où<br />
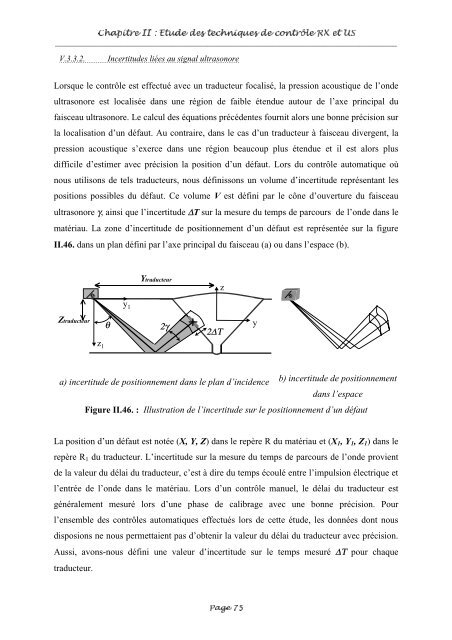
nous utilisons <strong>de</strong> tels traducteurs, nous définissons un volume d’incertitu<strong>de</strong> représentant <strong>les</strong><br />
positions possib<strong>les</strong> du défaut. Ce volume V est défini par le cône d’ouverture du faisceau<br />
ultrasonore γ, ainsi que l’incertitu<strong>de</strong> ∆T sur la mesure du temps <strong>de</strong> parcours <strong>de</strong> l’on<strong>de</strong> dans le<br />
matériau. La zone d’incertitu<strong>de</strong> <strong>de</strong> positionnement d’un défaut est représentée sur la figure<br />
II.46. dans un plan défini par l’axe principal du faisceau (a) ou dans l’espace (b).<br />
Ytraducteur<br />
z<br />
y 1<br />
Ztraducteur<br />
θ<br />
2γ<br />
2∆Τ<br />
y<br />
z 1<br />
a) incertitu<strong>de</strong> <strong>de</strong> positionnement dans le plan d’inci<strong>de</strong>nce b) incertitu<strong>de</strong> <strong>de</strong> positionnement<br />
dans l’espace<br />
Figure II.46. : Illustration <strong>de</strong> l’incertitu<strong>de</strong> sur le positionnement d’un défaut<br />
La position d’un défaut est notée (X, Y, Z) dans le repère R du matériau <strong>et</strong> (X 1 , Y 1 , Z 1 ) dans le<br />
repère R 1 du traducteur. L’incertitu<strong>de</strong> sur la mesure du temps <strong>de</strong> parcours <strong>de</strong> l’on<strong>de</strong> provient<br />
<strong>de</strong> la valeur du délai du traducteur, c’est à dire du temps écoulé <strong>entre</strong> l’impulsion électrique <strong>et</strong><br />
l’entrée <strong>de</strong> l’on<strong>de</strong> dans le matériau. Lors d’un contrôle manuel, le délai du traducteur est<br />
généralement mesuré lors d’une phase <strong>de</strong> calibrage avec une bonne précision. Pour<br />
l’ensemble <strong>de</strong>s contrô<strong>les</strong> automatiques effectués lors <strong>de</strong> c<strong>et</strong>te étu<strong>de</strong>, <strong>les</strong> <strong>données</strong> dont nous<br />
disposions ne nous perm<strong>et</strong>taient pas d’obtenir la valeur du délai du traducteur avec précision.<br />
Aussi, avons-nous défini une valeur d’incertitu<strong>de</strong> sur le temps mesuré ∆Τ pour chaque<br />
traducteur.<br />
3DJH