Fusion entre les données ultrasonores et les images de radioscopie ...
Fusion entre les données ultrasonores et les images de radioscopie ...
Fusion entre les données ultrasonores et les images de radioscopie ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
&KDSLWUH ,, (WXGH GHV WHFKQLTXHV GH FRQWU{OH 5; HW 86<br />
__________________________________________________________________________________________<br />
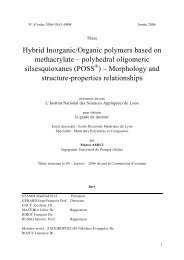
Sur c<strong>et</strong> exemple, <strong>les</strong> trois défauts situés <strong>entre</strong> N <strong>et</strong> M vont se proj<strong>et</strong>er sur le même point P du<br />
détecteur. Il existe donc une incertitu<strong>de</strong> sur la position y du défaut alors qu’avec un tir en<br />
projection normale, c<strong>et</strong>te position est bien connue; dans un souci <strong>de</strong> recalage <strong>de</strong>s défauts avec<br />
ceux observés lors du contrôle ultrasonore, il est important d’estimer la position d’un défaut<br />
dans le repère du tube à contrôler.<br />
Pour chaque point P du détecteur on détermine l'équation <strong>de</strong> la droite D passant par ce point <strong>et</strong><br />
le c<strong>entre</strong> <strong>de</strong> la source dans le repère du tube à contrôler:<br />
( D ) : aY + bZ + c = 0<br />
(II.33.)<br />
a, b, <strong>et</strong> c dépen<strong>de</strong>nt <strong>de</strong>s coor<strong>données</strong> <strong>de</strong> P dans le repère du tube mais également <strong>de</strong> l'angle<br />
d'inclinaison du tube X, <strong>de</strong> la distance <strong>entre</strong> la source <strong>et</strong> le détecteur, <strong>et</strong> enfin <strong>de</strong> l'épaisseur <strong>de</strong><br />
plaque notée e. Les coor<strong>données</strong> <strong>de</strong>s points M <strong>et</strong> N sont alors <strong>les</strong> suivantes :<br />
Z<br />
Z<br />
M<br />
N<br />
e<br />
= + δ<br />
2<br />
e<br />
= − + γ<br />
2<br />
Y<br />
M<br />
Y<br />
N<br />
− bZ<br />
M<br />
=<br />
a<br />
− bZ<br />
N<br />
=<br />
a<br />
− c<br />
(II.34.)<br />
− c<br />
(II.35.)<br />
δ <strong>et</strong> γ représentent respectivement <strong>les</strong> sur-épaisseurs <strong>de</strong>s calottes supérieure <strong>et</strong> inférieure <strong>de</strong> la<br />
soudure, en général connues <strong>de</strong> manière approximative . Leur valeur est déterminée à partir <strong>de</strong><br />
la géométrie <strong>de</strong> la soudure.<br />
Ainsi pour un défaut observé sur un point P <strong>de</strong> l'écran, sa position moyenne dans le volume <strong>de</strong><br />
la soudure est :<br />
Z<br />
Y<br />
défaut<br />
défaut<br />
YM<br />
−YN<br />
= YN<br />
+<br />
2<br />
(II.36.)<br />
Z<br />
M −Z<br />
N<br />
= Z<br />
N<br />
+<br />
2<br />
(II.37.)<br />
La dimension du défaut est également calculée en considérant <strong>les</strong> équations <strong>de</strong> <strong>de</strong>ux droites<br />
passant par <strong>les</strong> extrémités du défaut.<br />
Contrairement au contrôle ultrasonore, <strong>les</strong> incertitu<strong>de</strong>s <strong>de</strong> mesure <strong>de</strong>s différents paramètres<br />
d'acquisition (angle <strong>de</strong> tir, distance source-détecteur, grandissement optique) sont<br />
négligeab<strong>les</strong>. En eff<strong>et</strong>, le principe même <strong>de</strong> mesure du détecteur TDI impose <strong>de</strong>s contraintes<br />
sévéres sur la précision mécanique <strong>de</strong> l'ensemble que nous avons pu vérifier lors <strong>de</strong>s essais<br />
sur site.<br />
3DJH