

Mehr Info - iwb
Mehr Info - iwb
Mehr Info - iwb

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
6 Prozessmodellierung<br />
Kraft F z<br />
10000<br />
11000<br />
9000N<br />
f = 0,58 mm<br />
f = 0,35 mm<br />
f = 0,25 mm<br />
10000 N<br />
8000 f = 0,19 mm<br />
9000<br />
7000<br />
8000<br />
f = 0,21 mm<br />
6000<br />
7000<br />
5000<br />
v = 350 mm/min<br />
6000<br />
v = 600 mm/min<br />
‐0,2 ‐0,15 ‐0,1 ‐0,05 mm 0 ‐0,2 ‐0,15 ‐0,1 ‐0,05 mm<br />
0<br />
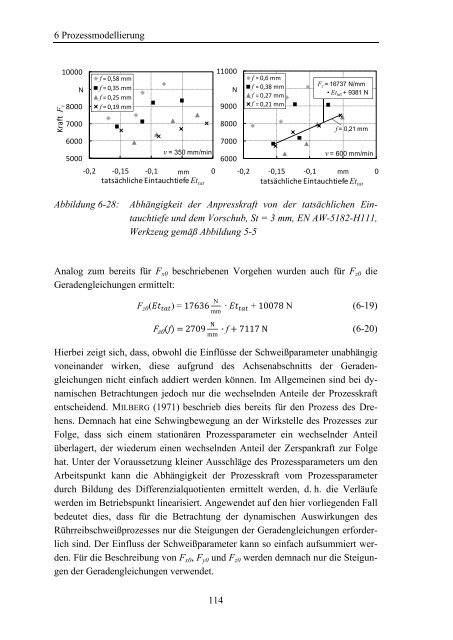
tatsächliche Eintauchtiefe Ettat tatsächliche Eintauchtiefe Ettat Abbildung 6-28: Abhängigkeit der Anpresskraft von der tatsächlichen Eintauchtiefe<br />
und dem Vorschub, St = 3 mm, EN AW-5182-H111,<br />
Werkzeug gemäß Abbildung 5-5<br />
Analog zum bereits für Fx0 beschriebenen Vorgehen wurden auch für Fz0 die<br />
Geradengleichungen ermittelt:<br />
F z0( ) = 17636 N<br />
mm · + 10078 N (6-19)<br />
Fz0f 2709 N<br />
· f 7117 N (6-20)<br />
mm<br />
Hierbei zeigt sich, dass, obwohl die Einflüsse der Schweißparameter unabhängig<br />
voneinander wirken, diese aufgrund des Achsenabschnitts der Geradengleichungen<br />
nicht einfach addiert werden können. Im Allgemeinen sind bei dynamischen<br />
Betrachtungen jedoch nur die wechselnden Anteile der Prozesskraft<br />
entscheidend. MILBERG (1971) beschrieb dies bereits für den Prozess des Drehens.<br />
Demnach hat eine Schwingbewegung an der Wirkstelle des Prozesses zur<br />
Folge, dass sich einem stationären Prozessparameter ein wechselnder Anteil<br />
überlagert, der wiederum einen wechselnden Anteil der Zerspankraft zur Folge<br />
hat. Unter der Voraussetzung kleiner Ausschläge des Prozessparameters um den<br />
Arbeitspunkt kann die Abhängigkeit der Prozesskraft vom Prozessparameter<br />
durch Bildung des Differenzialquotienten ermittelt werden, d. h. die Verläufe<br />
werden im Betriebspunkt linearisiert. Angewendet auf den hier vorliegenden Fall<br />
bedeutet dies, dass für die Betrachtung der dynamischen Auswirkungen des<br />
Rührreibschweißprozesses nur die Steigungen der Geradengleichungen erforderlich<br />
sind. Der Einfluss der Schweißparameter kann so einfach aufsummiert werden.<br />
Für die Beschreibung von Fx0, Fy0 und Fz0 werden demnach nur die Steigungen<br />
der Geradengleichungen verwendet.<br />
114<br />
f<br />
= 0,6 mm<br />
f<br />
= 0,38 mm<br />
f<br />
= 0,27 mm<br />
f<br />
= 0,21 mm<br />
F z = 16737 N/mm<br />
• Et tat + 9381 N













